
Page 63 - Industrial Process Plant Construction Estimating and Man Hour Analysis
P. 63
34 Industrial Process Plant Construction Estimating and Man-Hour Analysis
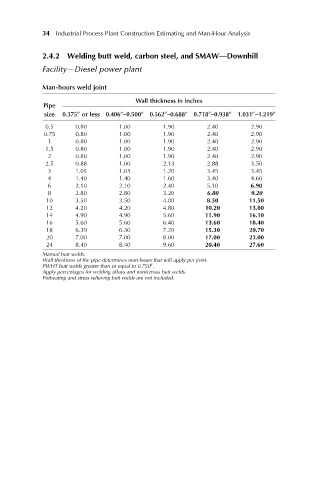
2.4.2 Welding butt weld, carbon steel, and SMAW—Downhill
Facility—Diesel power plant
Man-hours weld joint
Wall thickness in inches
Pipe
00
size 0.375 or less 0.406 –0.500 00 0.562 –0.688 00 0.718 –0.938 00 1.031 –1.219 00
00
00
00
00
0.5 0.80 1.00 1.90 2.40 2.90
0.75 0.80 1.00 1.90 2.40 2.90
1 0.80 1.00 1.90 2.40 2.90
1.5 0.80 1.00 1.90 2.40 2.90
2 0.80 1.00 1.90 2.40 2.90
2.5 0.88 1.00 2.13 2.88 3.50
3 1.05 1.05 1.20 3.45 3.45
4 1.40 1.40 1.60 3.40 4.60
6 2.10 2.10 2.40 5.10 6.90
8 2.80 2.80 3.20 6.80 9.20
10 3.50 3.50 4.00 8.50 11.50
12 4.20 4.20 4.80 10.20 13.80
14 4.90 4.90 5.60 11.90 16.10
16 5.60 5.60 6.40 13.60 18.40
18 6.30 6.30 7.20 15.30 20.70
20 7.00 7.00 8.00 17.00 23.00
24 8.40 8.40 9.60 20.40 27.60
Manual butt welds.
Wall thickness of the pipe determines man-hours that will apply per joint.
PWHT butt welds greater than or equal to 0.750 .
00
Apply percentages for welding alloys and nonferrous butt welds.
Preheating and stress relieving butt welds are not included.