
Page 293 -
P. 293
Master Data 275
The two other broad categories of consumption-based planning are
forecast-based planning and time-phased planning. Forecast-based planning uses
historical data to estimate or forecast future consumption. Organizations use the
forecast to determine when to order materials. The advantage of this technique
over reorder point planning is that it can consider consumption patterns that
are more complex than a trend line. Time-phased planning is similar to forecast-
based planning. It is used in cases where vendors deliver only on specifi c days
of the week.
Regardless of the specifi c technique, consumption-based planning is
relatively uncomplicated compared with materials requirements planning. It
assumes that future consumption will follow the same patterns as past con-
sumption. In addition, it does not take into account dependencies between
different materials. For example, the need for wheels depends on the need to
produce bicycles. In this case, consumption-based planning is not appropri-
ate. This is because the need for wheels is not based on its past consumption;
rather, it is based on the need to make bicycles. Companies generally reserve
consumption-based planning for materials of low value or signifi cance, such as
nuts and bolts.
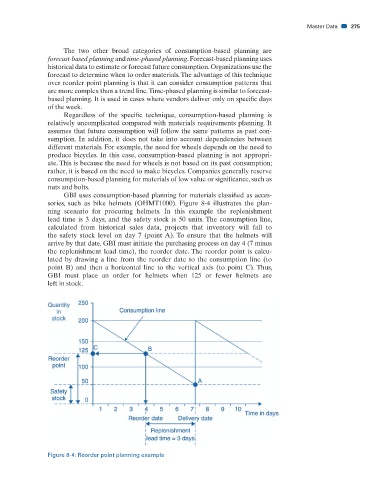
GBI uses consumption-based planning for materials classifi ed as acces-
sories, such as bike helmets (OHMT1000). Figure 8-4 illustrates the plan-
ning scenario for procuring helmets. In this example the replenishment
lead time is 3 days, and the safety stock is 50 units. The consumption line,
calculated from historical sales data, projects that inventory will fall to
the safety stock level on day 7 (point A). To ensure that the helmets will
arrive by that date, GBI must initiate the purchasing process on day 4 (7 minus
the replenishment lead time), the reorder date. The reorder point is calcu-
lated by drawing a line from the reorder date to the consumption line (to
point B) and then a horizontal line to the vertical axis (to point C). Thus,
GBI must place an order for helmets when 125 or fewer helmets are
left in stock.
Figure 8-4: Reorder point planning example
31/01/11 6:42 AM
CH008.indd 275 31/01/11 6:42 AM
CH008.indd 275