
Page 284 - Manufacturing Engineering and Technology - Kalpakjian, Serope : Schmid, Steven R.
P. 284
Vent
Section 11.2 Expendable-mold, Permanent-pattern Casting Processes 263
J
cores allows gases and steam evolved during the ODGH “Ser Pouring basin (cup)
casting to escape easily. The mold also should i=
have good collapsibility to allow the casting to Cope - Z
shrink while cooling and, thus, to avoid defects .gi 1~§§~Q,f£jl5j£j-_f;j»,f»
in the casting, such as hot tearing and cracking
(see Fig. 10.12). Flask
Pfue
Types of Sand Molds. Sand molds (Fig. 11.3) Sand
T ‘“
are characterized by the types of sand that com- Q Choke
""
“
them. There are three basic types of sand molds: ~ me t.
P
Drag -hff-»»» _,,,
arm
.emu *~h-.ZT25f3--
-
prise them and by the methods used to produce
green-sand, cold-box, and no-bake molds. The a.
»_ Sand
most common mold material is green molding
sand, which is a mixture of sand, clay, and
water. The term “green” refers to the fact that
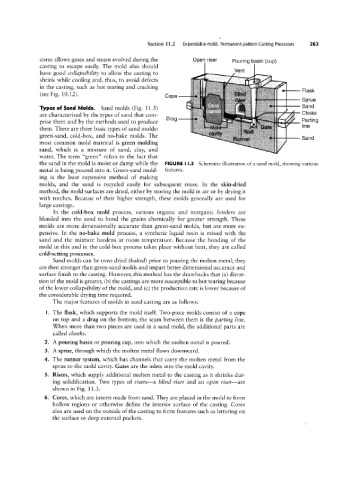
the sand in the mold is moist or damp while the FIGURE l.3 Schematic illustration of a sand mold, showing various
l
metal is being poured into it. Green-sand mold- features.
ing is the least expensive method of making
molds, and the sand is recycled easily for subsequent reuse. In the skin-dried
method, the mold surfaces are dried, either by storing the mold in air or by drying it
with torches. Because of their higher strength, these molds generally are used for
large castings.
In the cold-box mold process, various organic and inorganic binders are
blended into the sand to bond the grains chemically for greater strength. These
molds are more dimensionally accurate than green-sand molds, but are more ex-
pensive. ln the no-bake mold process, a synthetic liquid resin is mixed with the
sand and the mixture hardens at room temperature. Because the bonding of the
mold in this and in the cold-box process takes place without heat, they are called
cold-setting processes.
Sand molds can be oven dried (baked) prior to pouring the molten metal; they
are then stronger than green-sand molds and impart better dimensional accuracy and
surface finish to the casting. However, this method has the drawbacks that (a) distor-
tion of the mold is greater, (b) the castings are more susceptible to hot tearing because
of the lower collapsibility of the mold, and (c) the production rate is lower because of
the considerable drying time required.
The major features of molds in sand casting are as follows:
I. The flask, which supports the mold itself. Two-piece molds consist of a cope
on top and a drag on the bottom; the seam between them is the parting line.
When more than two pieces are used in a sand mold, the additional parts are
called cbee/es.
2. A pouring basin or pouring cup, into which the molten metal is poured.
3. A sprue, through which the molten metal flows downward.
4. The runner system, which has channels that carry the molten metal from the
sprue to the mold cavity. Gates are the inlets into the mold cavity.
5. Risers, which supply additional molten metal to the casting as it shrinks dur-
ing solidification. Two types of risers-a blind riser and an open riser-are
shown in Fig. 11.3.
6. Cores, which are inserts made from sand. They are placed in the mold to form
hollow regions or otherwise define the interior surface of the casting. Cores
also are used on the outside of the casting to form features such as lettering on
the surface or deep external pockets.