
Page 651 - Manufacturing Engineering and Technology - Kalpakjian, Serope : Schmid, Steven R.
P. 651
-,.,.....-_R _@j]'”\,
speed selector .
Sha" t .
2 Chapter 23 Machining Processes: Turning and Hole Making
reverse ,g l
Square turret
Spindle
(main) turret
F0|'\NaI'Cl and vmfil 'Aw Hexagon
Ham
i a'
St d ""'”” T"""""""" rruu r Turret stops
et~sle~~e~
Op ro 4
r e ee» if
Feed |rf <as~¢.,. .7 ~s=-'grlllmlée {Ufne;"e h
ca s nw ee
etteeert 1. ;
'° 3
|_0ngitUdina| e<¢~e¢ eeeeftt» " fIf[ f§Z§§§f§§§j < Feed Se|eCt0rS ’
Q
feed lever §;ff~§§i.§i;f. I ~f
I
Carriage
handwheel e‘eeefef' _mi
‘t‘tt‘;=tl‘t
Cross-slide Cross-feed
handwheel lever
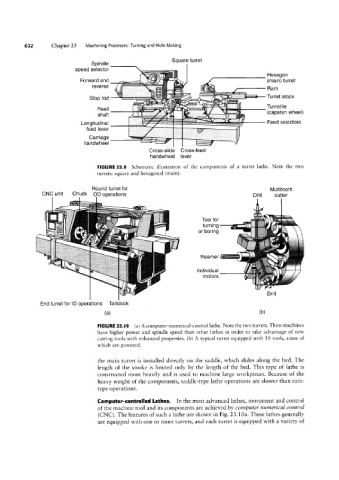
FIGURE 23.9 Schematic illustration of the components of a turret lathe. Note the two
turrets: square and hexagonal (main).
Round turret for Mumtooth
CNC unit Chuck on 0Pel'3ll0flS Drill cutter
Tool for
turning
or boring
Fieamer
Individual
motors
Drill
End turret for lD operations Tailstock
(al lb)
FIGURE 23.l0 (a) A computer-numerical-control lathe. Note the two turrets. These machines
have higher power and spindle speed than other lathes in order to take advantage of new
cutting tools with enhanced properties. (b) A typical turret equipped with 10 tools, some of
which are powered.
the main turret is installed directly on the saddle, which slides along the bed. The
length of the stroke is limited only by the length of the bed. This type of lathe is
constructed more heavily and is used to machine large workpieces. Because of the
heavy weight of the components, saddle-type lathe operations are slower than ram-
type operations.
Computer-controlled Lathes. In the most advanced lathes, movement and control
of the machine tool and its components are achieved by computer numerical control
(CNC). The features of such a lathe are shown in Fig. 23.1()a. These lathes generally
are equipped with one or more turrets, and each turret is equipped with a variety of