
Page 350 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 350
gy;
330 Chapter 13 Metal-Rolling Processes and Equipment
.~
f
Blank
F
é
*fl/~<' A E; izé* *W* Moving die " “'”
Stationary die
Threaded part
la) lb)
Workpiece
Work rest
Force
Moving
cylindrical die
ld)
(C) *lx
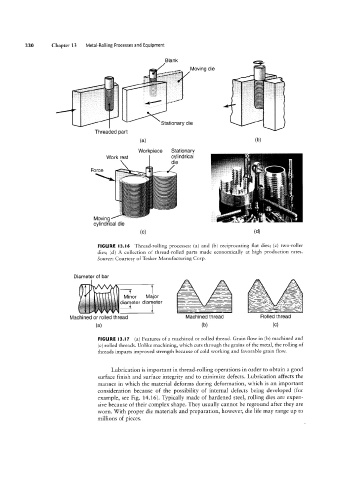
FIGURE I3.|6 Thread-rolling processes: (a) and (b) reciprocating flat dies; (c) two-roller
dies; (d) A collection of thread-rolled parts made economically at high production rates.
Source: Courtesy of Tesker Manufacturing Corp.
i
;
Diameter of bar an ~»~_§~\ /
_
it
Minor Major °; :-;_+ /2-Tl`~€>_
-_;-;_-
diameter diameter
Machined or rolled thread l Machined thread Rolled thread
(8) (D) (C)
FIGURE l3.l7 (a) Features of a machined or rolled thread. Grain flow in (b) machined and
(c) rolled threads. Unlike machining, which cuts through the grains of the metal, the rolling of
threads imparts improved strength because of cold Working and favorable grain flow.
Lubrication is important in thread-rolling operations in order to obtain a good
surface finish and surface integrity and to minimize defects. Lubrication affects the
manner in which the material deforms during deformation, which is an important
consideration because of the possibility of internal defects being developed (for
example, see Fig. 14.16). Typically made of hardened steel, rolling dies are expen-
sive because of their complex shape. They usually cannot be reground after they are
Worn. With proper die materials and preparation, however, die life may range up to
millions of pieces.
_nf
F<<l<i<i<<<l<`,.
~v=-'i