
Page 346 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 346
Chapter 13 Metal-Rolling Processes and Equipment
Coll storage Take-up reel Mill stands with roll diameters ranging from 0.6 to 1.4 m.
In the three-high mill (reversing mill,
Fig. 13.3c) the direction of material move-
ment is reversed after each pass, using eleva-
tor mechanisms and various manipulators.
The plate being rolled, which may weigh as
much as 145 metric tons, is raised repeatedly
to the upper roll gap, rolled, then lowered to
the lower roll gap, rolled, and so on.
Four-high mills (Fig. 13.3a) and cluster
mills (Sendzimir or Z mill, Fig. 13.3d) are
based on the principle that small-diameter
rolls lower roll forces (because of small roll-
strip contact area) and power requirements
and reduce spreading. Moreover, when worn
or broken, small rolls can be replaced at lower
cost than can large ones. On the other hand,
small rolls deflect more under roll forces and
have to be supported by other large-diameter
Operator controls
rolls, as is done in four-high and cluster mills.
Although the cost of a Sendzimir mill facility
FIGURE I3 I0 View of a rolling mill. Source: Courtesy of lspat Inland.
can be very high, it is particularly suitable for
cold rolling thin sheets of high-strength metals. Common rolled widths in this mill are
0.66 m, with a maximum of 1.5 m.
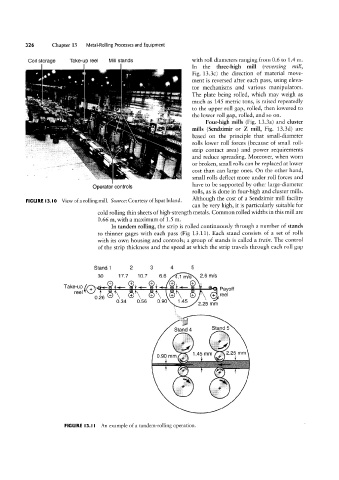
In tandem rolling, the strip is rolled continuously through a number of stands
to thinner gages with each pass (Fig 13.11). Each stand consists of a set of rolls
with its own housing and controls; a group of stands is called a train. The control
of the strip thickness and the speed at which the strip travels through each roll gap
Stand 1 2 3 4 5
30 17.7 10.7 6.6 4_1 m/S 2.6 m/s
Take};.1§ <_ X G) r Payoff
_
\ \ \ 9 \
0.26 J fee'
0.34 0.56 0.90 1.45 2 25 mm
Sf?,Qf§ 5
stand 4 25
G* Yiii
a ti ”
VV_V__V
`f;_
l
FIGURE l3.l I An example of a tandem-rolling operation.