
Page 351 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 351
Mandrel
Section 13.5 Various Rolling Processes and Mills
stress Rolls
Cavity rod
void initiation
(H) (D) (C)
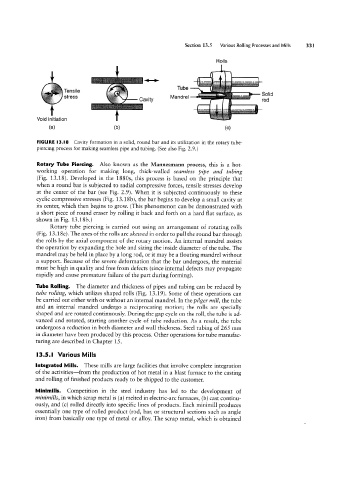
FIGURE l3.I8 Cavity formation in a solid, round bar and its utilization in the rotary tube-
piercing process for making seamless pipe and tubing. (See also Fig. 2.9.)
Rotary Tube Piercing. Also known as the Mannesmann process, this is a hot-
working operation for making long, thick-Walled seamless pipe and tubing
(Fig. l3.18). Developed in the 1880s, this process is based on the principle that
when a round bar is subjected to radial compressive forces, tensile stresses develop
at the center of the bar (see Fig. 2.9). When it is subjected continuously to these
cyclic compressive stresses (Fig. 13.18b), the bar begins to develop a small cavity at
its center, which then begins to grow. (This phenomenon can be demonstrated with
a short piece of round eraser by rolling it back and forth on a hard flat surface, as
shown in Fig. 13.18b.)
Rotary tube piercing is carried out using an arrangement of rotating rolls
(Fig. 13.18c). The axes of the rolls are skewed in order to pull the round bar through
the rolls by the axial component of the rotary motion. An internal mandrel assists
the operation by expanding the hole and sizing the inside diameter of the tube. The
mandrel may be held in place by a long rod, or it may be a floating mandrel without
a support. Because of the severe deformation that the bar undergoes, the material
must be high in quality and free from defects (since internal defects may propagate
rapidly and cause premature failure of the part during forming).
Tube Rolling. The diameter and thickness of pipes and tubing can be reduced by
tube rolling, which utilizes shaped rolls (Fig. 13.19). Some of these operations can
be carried out either with or without an internal mandrel. In the pilger mill, the tube
and an internal mandrel undergo a reciprocating motion; the rolls are specially
shaped and are rotated continuously. During the gap cycle on the roll, the tube is ad-
vanced and rotated, starting another cycle of tube reduction. As a result, the tube
undergoes a reduction in both diameter and Wall thickness. Steel tubing of 265 mm
in diameter have been produced by this process. Other operations for tube manufac-
turing are described in Chapter 15.
l3.5.I Various Mills
Integrated Mills. These mills are large facilities that involve complete integration
of the activities-from the production of hot metal in a blast furnace to the casting
and rolling of finished products ready to be shipped to the customer.
Minimills. Competition in the steel industry has led to the development of
minimills, in which scrap metal is (a) melted in electric-arc furnaces, (b) cast continu-
ously, and (c) rolled directly into specific lines of products. Each minimill produces
essentially one type of rolled product (rod, bar, or structural sections such as angle
iron) from basically one type of metal or alloy. The scrap metal, which is obtained