
Page 356 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 356
Chapter 14 Metal-Forging Processes and Equipment
2
~,/ ~./
(H)
(D) (C)
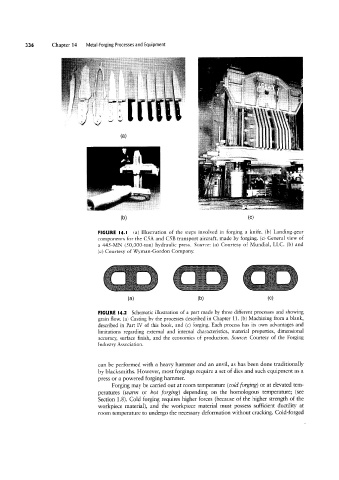
FIGURE I4.l (a) Illustration of the steps involved in forging a knife. (b) Landing-gear
components for the CSA and CSB transport aircraft, made by forging. (c) General view of
a 445-MN (50,000-ton) hydraulic press. Source: (a) Courtesy of Mundial, LLC. (b) and
(c) Courtesy of Wyman-Gordon Company.
(a) (D) (C)
FIGURE I4.2 Schematic illustration of a part made by three different processes and showing
grain flow. (a) Casting by the processes described in Chapter 11. (b) Machining from a blank,
described in Part IV of this book, and (c) forging. Each process has its own advantages and
limitations regarding external and internal characteristics, material properties, dimensional
accuracy, surface finish, and the economics of production. Source: Courtesy of the Forging
Industry Association.
can be performed with a heavy hammer and an anvil, as has been done traditionally
by blacksmiths. However, most forgings require a set of dies and such equipment as a
press or a powered forging hammer.
Forging may be carried out at room temperature (cold forging) or at elevated tem-
peratures (warm or hot forging) depending on the homologous temperature; (see
Section 1.8). Cold forging requires higher forces (because of the higher strength of the
workpiece material), and the workpiece material must possess sufficient ductility at
room temperature to undergo the necessary deformation without cracking. Cold-forged