
Page 375 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 375
Section 14.9 Economics of Forging 355
14.9 Economics of Forging
Several factors are involved in the cost of forgings. Depending on the complexity
of the forging, tool and die costs range from moderate to high. However, as in
other manufacturing operations, these costs are spread out over the number of
parts forged with that particular die set. Thus, even though the cost of workpiece
material per piece made is constant, setup and tooling costs per piece decrease as
the number of pieces forged increases (Fig. 14.18).
The ratio of the cost of the die material to the total cost of forging the part in-
creases with the weight of forgings: The more expensive the material, the higher the
cost of the material relative to the total cost. Because dies must be made and forging
operations must be performed regardless of the size of the g `
1 000
forging, the cost of dies and of the forging operation relative
to material cost is high for small parts. By contrast, die mate-
-Q Total cost
rial costs are relatively low. 100 per iece
=-
The size of forgings also has some effect on cost. Sizes Q) Tooling p
2.
range from small forgings (such as utensils and small auto- 15 cost
O
motive components) to large ones (such as gears, crank- .a... -;.;_;. .___ _ _
shafts, and connecting rods for large engines). As forging .2
5 Setup _
size increases, the share of material cost in the total cost also g ces! Matenai cost
increases, but at a lower rate. This occurs because (a) the 1 i 't
incremental increase in die cost for larger dies is relatively
10 100 1000 10,000
small, (b) the machinery and operations involved are essen-
Number of pieces
tially the same regardless of forging size, and (c) the labor
involved per piece made is not that much higher.
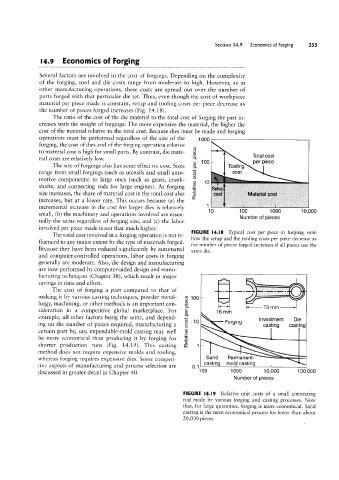
FIGURE |4.l8 Typical cost per piece in forging; note
The total cost involved in a forging operation is not in-
how the setup and the tooling costs per piece decrease as
fluenced to any major extent by the type of materials forged.
the number of pieces forged increases if all pieces use the
Because they have been reduced significantly by automated
same die.
and computer-controlled operations, labor costs in forging
generally are moderate. Also, die design and manufacturing
are now performed by computer-aided design and manu-
facturing techniques (Chapter 38), which result in major
savings in time and effort.
The cost of forging a part compared to that of 100 - >
making it by various casting techniques, powder metal-
lurgy, machining, or other methods is an important con-
l*-*i F173 mm
sideration in a competitive global marketplace. For 16 mm
example, all other factors being the same, and depend- Investment Die
ing on the number of pieces required, manufacturing a 10 Forgmg casting casting
certain part by, say, expendable-mold casting may well
be more economical than producing it by forging for
shorter production runs (Fig. 14.19). This casting -|_
method does not require expensive molds and tooling,
whereas forging requires expensive dies. Some competi- Sand Permanent-
tive aspects of manufacturing and process selection are 0.1 casting mold casting
discussed in greater detail in Chapter 40. 100 1000 10,000 100,000
Number of pieces
FIGURE l4.l9 Relative unit costs of a small connecting
rod made by various forging and casting processes. Note
that, for large quantities, forging is more economical. Sand
casting is the most economical process for fewer than about
20,000 pieces.