
Page 398 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 398
378 Chapter 15 Metal Extrusion and Drawing Processes and Equipment
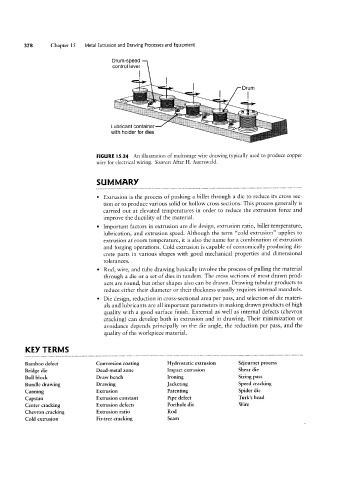
Drum-speed
control lever
/- Drum
I
Lubricant container
with holder for dies
FIGURE l5.24 An illustration of multistage wire drawing typically used to produce copper
wire for electrical wiring. Source: After H. Auerswald.
SUMMARY
Extrusion is the process of pushing a billet through a die to reduce its cross sec-
tion or to produce various solid or hollow cross sections. This process generally is
carried out at elevated temperatures in order to reduce the extrusion force and
improve the ductility of the material.
Important factors in extrusion are die design, extrusion ratio, billet temperature,
lubrication, and extrusion speed. Although the term “cold extrusion” applies to
extrusion at room temperature, it is also the name for a combination of extrusion
and forging operations. Cold extrusion is capable of economically producing dis-
crete parts in various shapes with good mechanical properties and dimensional
tolerances.
Rod, wire, and tube drawing basically involve the process of pulling the material
through a die or a set of dies in tandem. The cross sections of most drawn prod-
ucts are round, but other shapes also can be drawn. Drawing tubular products to
reduce either their diameter or their thickness usually requires internal mandrels.
Die design, reduction in cross-sectional area per pass, and selection of die materi-
als and lubricants are all important parameters in making drawn products of high
quality with a good surface finish. External as Well as internal defects (chevron
cracking) can develop both in extrusion and in drawing. Their minimization or
avoidance depends principally on the die angle, the reduction per pass, and the
quality of the workpiece material.
KEY TERMS
Bamboo defect Conversion coating Hydrostatic extrusion Séjournet process
Bridge die Dead-metal zone Impact extrusion Shear die
Bull block Draw bench Ironing Sizing pass
Bundle drawing Drawing _lacketing Speed cracking
Canning Extrusion Patenting Spider die
Capstan Extrusion constant Pipe defect Turk’s head
Center cracking Extrusion defects Porthole die Wire
Chevron cracking Extrusion ratio Rod
Cold extrusion Fir-tree cracking Seam