
Page 471 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 471
Section 17.3 Compaction of Metal Powders
Forging. In powder forging (PF), the part produced from compaction and sintering
serves as the preform in a hot-forging operation. These products are almost fully
dense and have a good surface finish, good dimensional tolerances, and a uniform
and fine grain size. The superior properties obtained make forging particularly suit-
able for such applications as highly stressed automotive (such as connecting rods)
and jet-engine components.
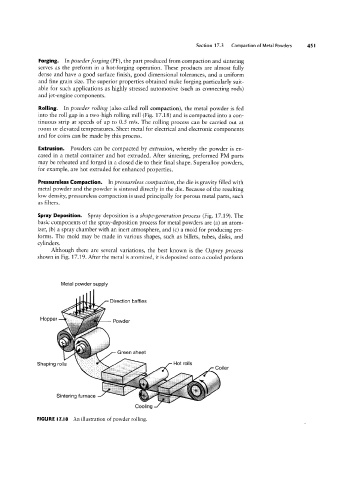
Rolling. In powder rolling (also called roll compaction), the metal powder is fed
into the roll gap in a two-high rolling mill (Fig. 17.18) and is compacted into a con-
tinuous strip at speeds of up to 0.5 m/s. The rolling process can be carried out at
room or elevated temperatures. Sheet metal for electrical and electronic components
and for coins can be made by this process.
Extrusion. Powders can be compacted by extrusion, whereby the powder is en-
cased in a metal container and hot extruded. After sintering, preformed PM parts
may be reheated and forged in a closed die to their final shape. Superalloy powders,
for example, are hot extruded for enhanced properties.
Pressureless Compaction. In pressureless compaction, the die is gravity filled with
metal powder and the powder is sintered directly in the die. Because of the resulting
low density, pressureless compaction is used principally for porous metal parts, such
as filters.
Spray Deposition. Spray deposition is a shape-generation process (Fig. 17.19). The
basic components of the spray-deposition process for metal powders are (a) an atom-
HODDGY Direction baffles
izer, (b) a spray chamber with an inert atmosphere, and (c) a mold for producing pre-
forms. The mold may be made in various shapes, such as billets, tubes, disks, and
cylinders.
Although there are several variations, the best known is the Osprey process
shown in Fig. 17.19. After the metal is atomized, it is deposited onto a cooled preform
Metal powder supply
,,‘
Powder
iiii
Shaping rolls Green sheet pppy HOT V0|lS Coiler
Sintering furnace
Cooling
FIGURE |1.l8 An illustration of powder rolling.