
Page 506 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 506
TP, TS, E tg Sheet Thermoformings
86 Chapter 19 Plastics and Composite Materials: Forming and Shaping
Extruded products
, , _
, _
_ Y
Y
y
_
-TP’E ,_, ,_t,s,t - Tube f ~ s
' " ` ~ "
_
~`
~ `
` “ i j
Extrusion
i i i i'
Blow molding
_ g gy i t f-c.tmQlcd"7‘Q, Blown Film
_uaa cc <é,aa
injection
,s_
'
c o d f TP, 1 .TF“?'¢1'09 i_ ' " ' "` ' a' "
Granu|eS,
Rotational
'T‘Qld?'79.
isirtiéihrai foam
TP, TS
;i|fiBéil}éir}i6r};é<i2
TS» TP, f9€Wc,@9l§lF‘Q; iiii'iilarhihéfed
iiio6&ibké§éi<$ni"
sheet
V m0|ding aia.aa at,asatt taaa~.t_, tasaaaaa a as sheet
'iiiéiéféf
Vacuum-bag
TS, E <~f' ="»~V=<~
Pressure-bag
forming,
,molding
forming,
Tl°» TS Casting, ,,ataa
Hand iayup,
TP, TS r SP'aY 'al/UP,
* ,p V. S ) 4Fiiament winding;
sit, srtit, ~ - ,V #i=< f~=<'~#‘“~~
Liquid in-
jection
’ TS aa,<r aatis Fibers
ffiif aa,tta,t g ittiatt, as ttaia
Stereoiithographyl
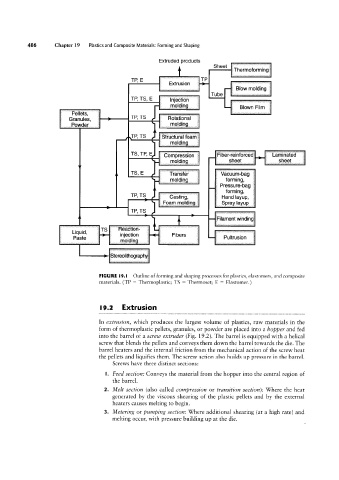
FIGURE |9.l Outline of forming and shaping processes for plastics, elastomers, and composite
materials. (TP = Thermoplastic; TS = Thermoset; E = Elastomer.)
l9.2 Extrusion
In extrusion, which produces the largest volume of plastics, raw materials in the
form of thermoplastic pellets, granules, or powder are placed into a hopper and fed
into the barrel of a screw extrnder (Fig. 192). The barrel is equipped with a helical
screw that blends the pellets and conveys them down the barrel towards the die. The
barrel heaters and the internal friction from the mechanical action of the screw heat
the pellets and liquifies them. The screw action also builds up pressure in the barrel.
Screws have three distinct sections:
I. Feed section: Conveys the material from the hopper into the central region of
the barrel.
2. Melt section (also called compression or transition section): Where the heat
generated by the viscous shearing of the plastic pellets and by the external
heaters causes melting to begin.
3. Metering or pumping section: Where additional shearing (at a high rate) and
melting occur, with pressure building up at the die.