
Page 519 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 519
exchanger Section 19 4 Blow Molding
Heat
Displacement
Pump
Heat
exchanger cy||nders\. ‘ ff” W S tirrer
l\/lOl`lOlT1€l'2
-
fa
*fe Recirculation
Stirrer loop
Monomer 1 Mixing
Reoi rculation i “Gad
loop
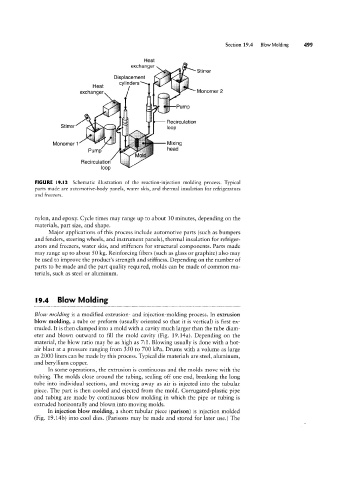
FIGURE l9.l3 Schematic illustration of the reaction-injection molding process. Typical
parts made are automotive-body panels, water skis, and thermal insulation for refrigerators
and freezers.
nylon, and epoxy. Cycle times may range up to about 10 minutes, depending on the
materials, part size, and shape.
Major applications of this process include automotive parts (such as bumpers
and fenders, steering wheels, and instrument panels), thermal insulation for refriger-
ators and freezers, water skis, and stiffeners for structural components. Parts made
may range up to about 50 kg. Reinforcing fibers (such as glass or graphite) also may
be used to improve the product’s strength and stiffness. Depending on the number of
parts to be made and the part quality required, molds can be made of common ma-
terials, such as steel or aluminum.
|9.4 Blow Molding
Blow molding is a modified extrusion- and injection-molding process. In extrusion
blow molding, a tube or preform (usually oriented so that it is vertical) is first ex-
truded. lt is then clamped into a mold with a cavity much larger than the tube diam-
eter and blown outward to fill the mold cavity (Fig. l9.14a). Depending on the
material, the blow ratio may be as high as 7:1. Blowing usually is done with a hot-
air blast at a pressure ranging from 350 to 700 kPa. Drums with a volume as large
as 2000 liters can be made by this process. Typical die materials are steel, aluminum,
and beryllium copper.
In some operations, the extrusion is continuous and the molds move with the
tubing. The molds close around the tubing, sealing off one end, breaking the long
tube into individual sections, and moving away as air is injected into the tubular
piece. The part is then cooled and ejected from the mold. Corrugated-plastic pipe
and tubing are made by continuous blow molding in which the pipe or tubing is
extruded horizontally and blown into moving molds.
In injection blow molding, a short tubular piece (parison) is injection molded
(Fig. 19.14b) into cool dies. (Parisons may be made and stored for later use.) The