
Page 520 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 520
V H JAAA Kmfe
Extruder
Extruded =, .. Heating Tail
parison V
mold 1 . my I
0 0
Blown bottle
Mold closed
Blow pin and bottle blown
(3)
i* Blow pin
removed
-=.
l,~,
'~1@<=t<>~-m<>'di~Q
Blow pin
wl»l
machine
Passages ,:_= Bmwn
bottle
Coolmg _,<,J
Parison mold Parison transferred
to blow mold
(D)
® Blown-mold station
\
B' W_mO|d Core-pin opening 3
0 ¢ \ (Blown air passage) /
Jw
bottom plug ",V \ Blow mold f,/
Blown bottle parison /fl
\ V' _
Blow-mold direction ®Preform
mold station
~
neck rinQ Xing M V, T___r_>
"" "
* *' , \ _ § gY@jiE|E|Ei!_ i
""E'g'§'g'c"&'tc'
“"
'
Transfer \ . .g '
2
“=ai¥2€ff`“
H g !-\5'5"='d~.-E
head _ _l Reciprocating-screw extruder
@ Stripper station ,gr
Stripper plate Ng”
Bome '”'\ Preform Preform
J? neck ring mold
(C)
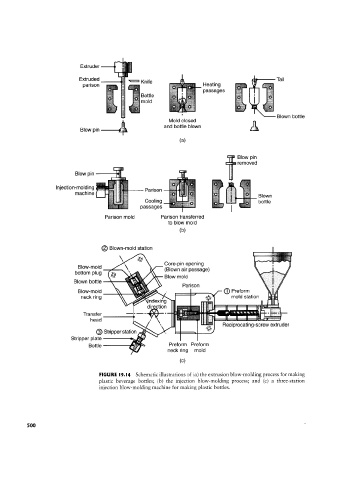
FIGURE |9.l4 Schematic illustrations of (a) the extrusion blow-molding process for making
plastic beverage bottles; (b) the injection blow-molding process; and (c) a three-station
injection blow-molding machine for making plastic bottles.