
Page 635 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 635
Chapter 23 Machining Processes: Turning and Hole Making
. i §§ §“ I
ii Depth
Feed, f 4- Too' /
(a) Straight turning (b) Taper turning (c) Profiling
g§_ ='V;; fi? Vé,‘ +
(d) Turning and (e) Facing (f) Face grooving
external grooving
D "= ri V
Q;
(g) Cutting with (h) Boring and (i) Drilling
a form tool internal grooving
Qllllllllllllllllll ror Workpiece
' >‘a'
<->
t'tt
(j) Cutting off (k) Threading (l) Knurling
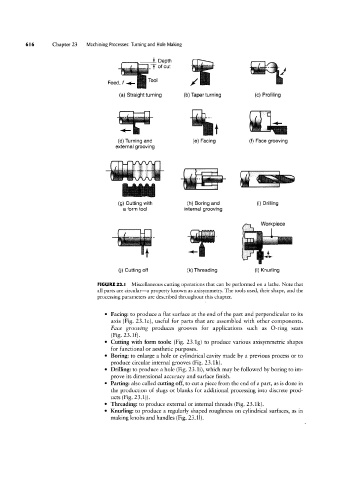
FIGURE 23.1 Miscellaneous cutting operations that can be performed on a lathe. Note that
all parts are circular-a property known as axisymmetry. The tools used, their shape, and the
processing parameters are described throughout this chapter.
Facing: to produce a flat surface at the end of the part and perpendicular to its
axis (Fig. 23.1e), useful for parts that are assembled with other components.
Face grooving produces grooves for applications such as O-ring seats
(Fig. 23.1f).
Cutting with form tools: (Fig. 23.1g) to produce various axisymmetric shapes
for functional or aesthetic purposes.
Boring: to enlarge a hole or cylindrical cavity made by a previous process or to
produce circular internal grooves (Fig. 23.1h).
Drilling: to produce a hole (Fig. 23.1i), which may be followed by boring to im-
prove its dimensional accuracy and surface finish.
Parting: also called cutting off, to cut a piece from the end of a part, as is done in
the production of slugs or blanks for additional processing into discrete prod-
ucts (Fig. 23.1j).
Threading: to produce external or internal threads (Fig. 23.1k).
Knurling: to produce a regularly shaped roughness on cylindrical surfaces, as in
making knobs and handles (Fig. 23.1l).