
Page 636 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 636
Section 23.1 lntroduction
TABLE 23.l
General Characteristics of Machining Processes and Typical Dimensional Tolerances
Typical dimensional
Process Characteristics tolerances, :t mm
Turning Turning and facing operations on all types of materials, uses Fine: 0.025-0.13
single-point or form tools; engine lathes require skilled labor; low Rough: 0.13
production rate (but medium-to-high rate with turret lathes and
automatic machines) requiring less skilled labor
Boring Internal surfaces or profiles with characteristics similar to turning; 0.025
stiffness of boring bar important to avoid chatter
Drilling Round holes of various sizes and depths; high production rate; labor 0.075
skill required depends on hole location and accuracy specified; requires
boring and reaming for improved accuracy
Milling Wide variety of shapes involving contours, flat surfaces, and slots; 0.013-0.025
versatile; low-to-medium production rate; requires skilled labor
Planing Large flat surfaces and straight contour profiles on long Workpieces, 0.08-0.13
low-quantity production, labor skill required depends on part shape
Shaping Flat surfaces and straight contour profiles on relatively small Workpieces; 0.05-0.08
low-quantity production; labor skill required depends on part shape
Broaching External and internal surfaces, slots, and contours; good surface finish; 0.025-0.15
costly tooling; high production rate; labor skill required depends on
part shape
Sawing Straight and contour cuts on flat or structural shapes; not suitable for 0.8
hard materials unless saw has carbide teeth or is coated with diamond;
low production rate; generally low labor skill
Compound
Tool post rest Carriage Dead Center
Spindle (with chuck) Tailstock quill
Headstock assembly YS Tailstock
Spindle speed assembly
Selector M Handwheel
Cross slide Longitudinal &
transverse feed
Clutch
control
Feed selector
Bed
Apron Lead screw
Split nut
Feed rod
Clutch
Chip pan
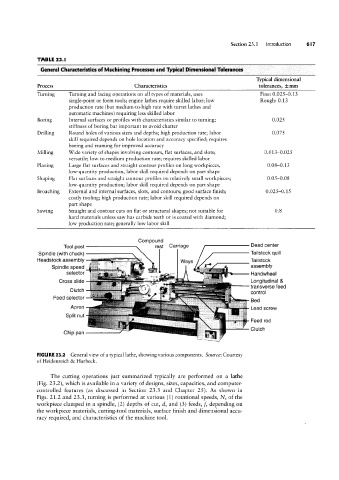
FIGURE 23.2 General view of a typical lathe, showing various components. Source: Courtesy
of Heidenreich 86 Harbeck.
The cutting operations just summarized typically are performed on a lathe
(Fig. 23.2), which is available in a variety of designs, sizes, capacities, and computer~
controlled features (as discussed in Section 23.3 and Chapter 25). As shown in
Figs. 21.2 and 23.3, turning is performed at various (1) rotational speeds, N, of the
workpiece clamped in a spindle, (2) depths of cut, d, and (3) feeds, 12 depending on
the workpiece materials, cutting-tool materials, surface finish and dimensional accu-
racy required, and characteristics of the machine tool.