
Page 278 - Membranes for Industrial Wastewater Recovery and Re-Use
P. 278
Case studies 247
Water for steam Water m wwd
u (2
Main make up Water in product
(79)
Evaporator loses
Feed stock
(2)
Resin make up
(7 )
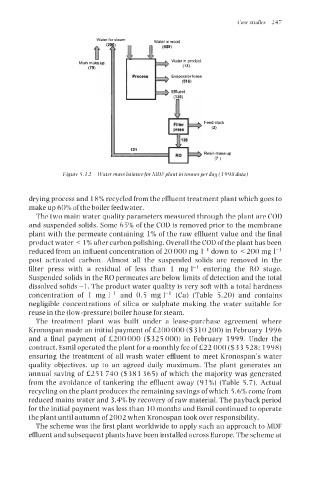
Figure 5.12 Water mass halaricefor MDFplant in tonnesperdag (1 9 98 data)
drying process and 18% recycled from the effluent treatment plant which goes to
make up 60% of the boiler feedwater.
The two main water quality parameters measured through the plant are COD
and suspended solids. Some 65% of the COD is removed prior to the membrane
plant with the permeate containing 1% of the raw effluent value and the final
product water < 1% after carbon polishing. Overall the COD of the plant has been
reduced from an influent concentration of 20 000 mg 1-1 down to < 200 mg I-'
post activated carbon. Almost all the suspended solids are removed in the
filter press with a residual of less than 1 mg 1-1 entering the RO stage.
Suspended solids in the RO permeates are below limits of detection and the total
dissolved solids -1. The product water quality is very soft with a total hardness
concentration of 1 mg 1-l and 0.5 mg 1-l (Ca) (Table 5.20) and contains
negligible concentrations of silica or sulphate making the water suitable for
reuse in the (low-pressure) boiler house for steam.
The treatment plant was built under a lease-purchase agreement where
Kronospan made an initial payment of €200 000 ($310 200) in February 1996
and a final payment of €200 000 ($325 000) in February 1999. Under the
contract, Esmil operated the plant for a monthly fee of€22 000 ($33 528; 1998)
ensuring the treatment of all wash water effluent to meet Kronospan's water
quality objectives, up to an agreed daily maximum. The plant generates an
annual saving of €251 740 ($383 365) of which the majority was generated
from the avoidance of tankering the effluent away (91%) (Table 5.7). Actual
recycling on the plant produces the remaining savings of which 5.6% come from
reduced mains water and 3.4% by recovery of raw material. The payback period
for the initial payment was less than 10 months and Esmil continued to operate
the plant until autumn of 2002 when Kronospan took over responsibility.
The scheme was the first plant worldwide to apply such an approach to MDF
effluent and subsequent plants have been installed across Europe. The scheme at