
Page 90 - Orlicky's Material Requirements Planning
P. 90
70 PART 2 Concepts
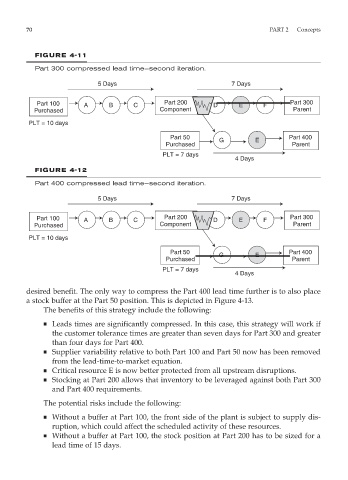
FIGURE 4-11
Part 300 compressed lead time—second iteration.
5 Days 7 Days
Part 100 A B C Part 200 D E F Part 300
Purchased Component Parent
PLT = 10 days
Part 50 G E Part 400
Purchased Parent
PLT = 7 days
4 Days
FIGURE 4-12
Part 400 compressed lead time—second iteration.
5 Days 7 Days
Part 100 A B C Part 200 D E F Part 300
Purchased Component Parent
PLT = 10 days
Part 50 G E Part 400
Purchased Parent
PLT = 7 days
4 Days
desired benefit. The only way to compress the Part 400 lead time further is to also place
a stock buffer at the Part 50 position. This is depicted in Figure 4-13.
The benefits of this strategy include the following:
■ Leads times are significantly compressed. In this case, this strategy will work if
the customer tolerance times are greater than seven days for Part 300 and greater
than four days for Part 400.
■ Supplier variability relative to both Part 100 and Part 50 now has been removed
from the lead-time-to-market equation.
■ Critical resource E is now better protected from all upstream disruptions.
■ Stocking at Part 200 allows that inventory to be leveraged against both Part 300
and Part 400 requirements.
The potential risks include the following:
■ Without a buffer at Part 100, the front side of the plant is subject to supply dis-
ruption, which could affect the scheduled activity of these resources.
■ Without a buffer at Part 100, the stock position at Part 200 has to be sized for a
lead time of 15 days.