
Page 91 - Orlicky's Material Requirements Planning
P. 91
CHAPTER 4 Inventory in a Manufacturing Environment 71
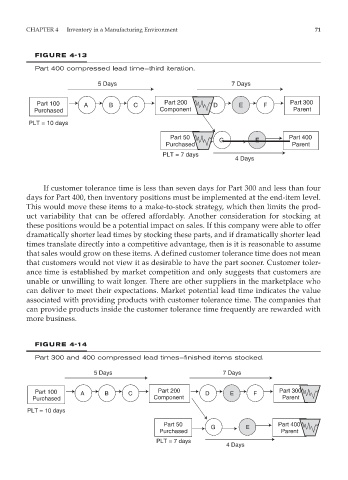
FIGURE 4-13
Part 400 compressed lead time—third iteration.
5 Days 7 Days
Part 100 A B C Part 200 D E F Part 300
Purchased Component Parent
PLT = 10 days
Part 50 G E Part 400
Purchased Parent
PLT = 7 days
4 Days
If customer tolerance time is less than seven days for Part 300 and less than four
days for Part 400, then inventory positions must be implemented at the end-item level.
This would move these items to a make-to-stock strategy, which then limits the prod-
uct variability that can be offered affordably. Another consideration for stocking at
these positions would be a potential impact on sales. If this company were able to offer
dramatically shorter lead times by stocking these parts, and if dramatically shorter lead
times translate directly into a competitive advantage, then is it is reasonable to assume
that sales would grow on these items. A defined customer tolerance time does not mean
that customers would not view it as desirable to have the part sooner. Customer toler-
ance time is established by market competition and only suggests that customers are
unable or unwilling to wait longer. There are other suppliers in the marketplace who
can deliver to meet their expectations. Market potential lead time indicates the value
associated with providing products with customer tolerance time. The companies that
can provide products inside the customer tolerance time frequently are rewarded with
more business.
FIGURE 4-14
Part 300 and 400 compressed lead times—finished items stocked.
5 Days 7 Days
Part 100 A B C Part 200 D E F Part 300
Purchased Component Parent
PLT = 10 days
Part 50 G E Part 400
Purchased Parent
PLT = 7 days
4 Days