
Page 297 - Plastics Engineering
P. 297
280 Processing of Plastics
Material hopper
Electrical
Electrical
Feed adjustment
material plunger
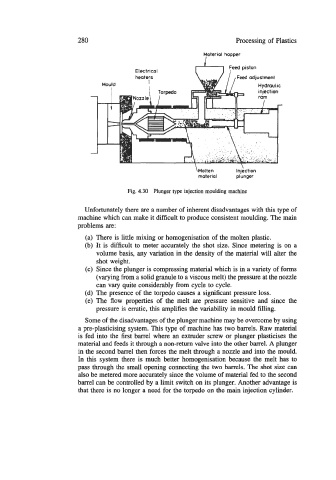
Fig. 4.30 Plunger type injection moulding machine
Unfortunately there are a number of inherent disadvantages with this type of
machine which can make it difficult to produce consistent moulding. The main
problems are:
There is little mixing or homogenisation of the molten plastic.
It is difficult to meter accurately the shot size. Since metering is on a
volume basis, any variation in the density of the material will alter the
shot weight.
Since the plunger is compressing material which is in a variety of forms
(varying from a solid granule to a viscous melt) the pressure at the nozzle
can vary quite considerably from cycle to cycle.
The presence of the torpedo causes a significant pressure loss.
The flow properties of the melt are pressure sensitive and since the
pressure is erratic, this amplifies the variability in mould filling.
Some of the disadvantages of the plunger machine may be overcome by using
a pre-plasticising system. This type of machine has two barrels. Raw material
is fed into the first barrel where an extruder screw or plunger plasticises the
material and feeds it through a non-return valve into the other barrel. A plunger
in the second barrel then forces the melt through a nozzle and into the mould.
In this system there is much better homogenisation because the melt has to
pass through the small opening connecting the two barrels. The shot size can
also be metered more accurately since the volume of material fed to the second
barrel can be controlled by a limit switch on its plunger. Another advantage is
that there is no longer a need for the torpedo on the main injection cylinder.