
Page 301 - Plastics Engineering
P. 301
284 Processing of Plastics
heater band before entering the relatively cold channels in the mould. Contact
with the mould causes heat transfer from the nozzle and in cases where this
is excessive it is advisable to withdraw the nozzle from the mould during the
screw-back part of the moulding cycle. Otherwise the plastic may freeze off in
the nozzle.
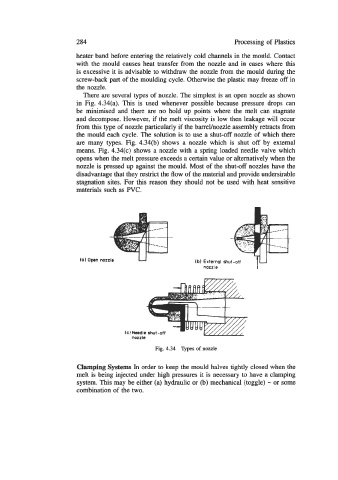
There are several types of nozzle. The simplest is an open nozzle as shown
in Fig. 4.34(a). This is used whenever possible because pressure drops can
be minimised and there are no hold up points where the melt can stagnate
and decompose. However, if the melt viscosity is low then leakage will occur
from this type of nozzle particularly if the barrelhozzle assembly retracts from
the mould each cycle. The solution is to use a shut-off nozzle of which there
are many types. Fig. 4.34(b) shows a nozzle which is shut off by external
means. Fig. 4.34(c) shows a nozzle with a spring loaded needle valve which
opens when the melt pressure exceeds a certain value or alternatively when the
nozzle is pressed up against the mould. Most of the shut-off nozzles have the
disadvantage that they restrict the flow of the material and provide undersirable
stagnation sites. For this reason they should not be used with heat sensitive
materials such as PVC.
(b) External shut-off
nozzle
IC) Needle
nozzle
Fig. 4.34 bpes of nozzle
Clamping Systems In order to keep the mould halves tightly closed when the
melt is being injected under high pressures it is necessary to have a clamping
system. This may be either (a) hydraulic or (b) mechanical (toggle) - or some
combination of the two.