
Page 300 - Plastics Engineering
P. 300
Processing of Plastics 283
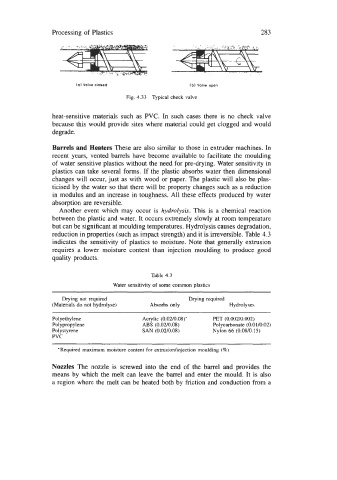
(01 Valve closed f b) Valve open
Fig. 4.33 Typical check valve
heat-sensitive materials such as PVC. In such cases there is no check valve
because this would provide sites where material could get clogged and would
degrade.
Barrels and Heaters These are also similar to those in extruder machines. In
recent years, vented barrels have become available to facilitate the moulding
of water sensitive plastics without the need for pre-drying. Water sensitivity in
plastics can take several forms. If the plastic absorbs water then dimensional
changes will occur, just as with wood or paper. The plastic will also be plas-
ticised by the water so that there will be property changes such as a reduction
in modulus and an increase in toughness. All these effects produced by water
absorption are reversible.
Another event which may occur is hydrolysis. This is a chemical reaction
between the plastic and water. It occurs extremely slowly at room temperature
but can be significant at moulding temperatures. Hydrolysis causes degradation,
reduction in properties (such as impact strength) and it is irreversible. Table 4.3
indicates the sensitivity of plastics to moisture. Note that generally extrusion
requires a lower moisture content than injection moulding to produce good
quality products.
Table 4.3
Water sensitivity of some common plastics
Drying not required Drying required
(Materials do not hydrolyse) Absorbs only Hydrolyses
Polyethylene Acrylic (0.02/0.08)* PET (0.002/0.002)
Polypropylene ABS (O.OU0.08) Polycarbonate (0.01/0.02)
Polystyrene SAN (0.02/0.08) Nylon 66 (0.08/0.15)
PVC
*Required maximum moisture content for extrusionhjection moulding (%)
Nozzles The nozzle is screwed into the end of the barrel and provides the
means by which the melt can leave the barrel and enter the mould. It is also
a region where the melt can be heated both by friction and conduction from a