
Page 308 - Plastics Engineering
P. 308
Processing of Plastics 29 1
Eject 01
pins
Split Spltt
I me line
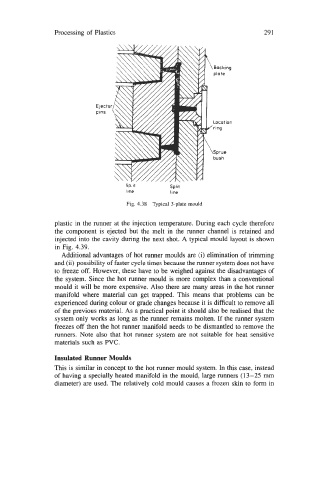
Fig. 4.38 Typical 3-plate mould
plastic in the runner at the injection temperature. During each cycle therefore
the component is ejected but the melt in the runner channel is retained and
injected into the cavity during the next shot. A typical mould layout is shown
in Fig. 4.39.
Additional advantages of hot runner moulds are (i) elimination of trimming
and (ii) possibility of faster cycle times because the runner system does not have
to freeze off. However, these have to be weighed against the disadvantages of
the system. Since the hot runner mould is more complex than a conventional
mould it will be more expensive. Also there are many areas in the hot runner
manifold where material can get trapped. This means that problems can be
experienced during colour or grade changes because it is difficult to remove all
of the previous material. As a practical point it should also be realised that the
system only works as long as the runner remains molten. If the runner system
freezes off then the hot runner manifold needs to be dismantled to remove the
runners. Note also that hot runner system are not suitable for heat sensitive
materials such as PVC.
Insulated Runner Moulds
This is similar in concept to the hot runner mould system. In this case, instead
of having a specially heated manifold in the mould, large runners (1 3 -25 mm
diameter) are used. The relatively cold mould causes a frozen skin to form in