
Page 193 - Practical Machinery Management for Process Plants Major Process Equipment Maintenance and Repair
P. 193
Positive Displacement and Llynamic Blowers 175
6. Use a split bushing to push the packing to the bottom of the box.
Seat the ring firmly by replacing the gland and taking up on the
bushing. Seat this bottom ring hard, because this first ring does
most of the sealing.
7. Repeat with each packing ring, making sure to stagger the joints
90" apart.
8. If a lantern ring is used, position it properly under the grease or
purge hole(s) in the box.
9. After the last ring is installed, position the gland and finger tighten
the bolts.
10. Break the packing in (refer to Volume 3 of this series).
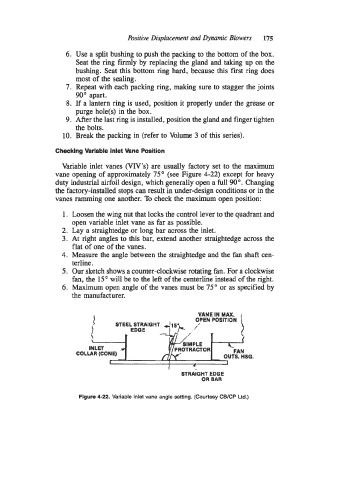
Checking hrlabie inlet Vane Poaltlon
Variable inlet vanes (VIV's) are usually factory set to the maximum
vane opening of approximately 75" (see Figure 4-22) except for heavy
duty industrial airfoil design, which generally open a full 90". Changing
the factory-installed stops can result in under-design conditions or in the
vanes ramming one another. To check the maximum open position:
1. Loosen the wing nut that locks the control lever to the quadrant and
open variable inlet vane as far as possible.
2. Lay a straightedge or long bar across the inlet.
3. At right angles to this bar, extend another straightedge across the
flat of one of the vanes.
4. Measure the angle between the straightedge and the fan shaft cen-
terline .
5. Our sketch shows a counter-clockwise rotating fan. For a clockwise
fan, the 15" will be to the left of the centerline instead of the right.
6. Maximum open angle of the vanes must be 75" or as specified by
the manufacturer.
2!
STEEL STRAIQHT 8 2!
VANE IN MAX
MAX
VANE
IN
OPEN
{ 1 1 I , OPEN POSlTlON
POSlTlON
STRAIQHT
STEEL
,
{
EDGE -I EDGE
SIMPLE
SIMPLE
INLET PROTRACTOR
PROTRACTOR
INLET
(CONE)
.LAR
COI .LAR (CONE) OUTS. HSQ.
HSQ.
OUTS.
STRAIGHT EDGE
STRAIGHT EDGE
OR BAR
OR BAR
Figure 4-22. Variable inlet vane angle setting. (Courtesy CB/CP Ltd.)