
Page 85 - Pressure Vessel Design Manual
P. 85
66 Pressure Vessel Design Manual
5. Type 1: al+az>2t,
0.5a2 c al < 2a2 Retaining
Type 2: a > 2t, ring
Type 3: a+b>2t, fh
b = 0 is permissible
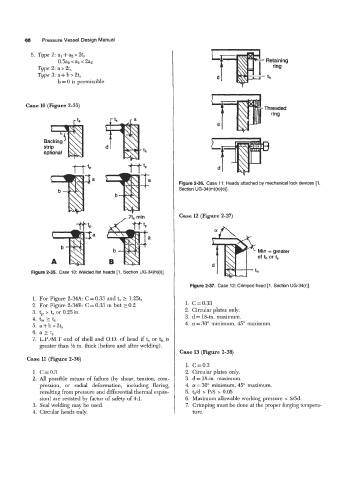
Case 10 (Figure 2-35) Threaded
ring
Backing L
strip
optional
d
Figure 2-36. Case 11: Heads attached by mechanical lock devices [l,
Section UG-34(m)(n)(o)].
Case 12 (Figure 2-37)
a
Min = greater
of th or 1,
d @th
Figure 2-35. Case 10: Welded flat heads [l, Section UG-34(h)(i)].
Figure 2-37. Case 12: Crimped head [l, Section UG-34(r)].
1. For Figure 2-34A C = 0.33 and t, 2 1.25tr
2. For Figure 2-34B: C = 0.33 m but 2 0.2 1. C=0.33
3. tp > t, or 0.25in. 2. Circular plates only.
4. tw 2 ts 3. d= &in. maximum.
5. a-tb>2tS 4. a = 30" minimum, 45" maximum.
6. a 2 t,
7. L.P./M.T end of shell and O.D. of head if t, or th is
greater than M in. thick (before and after welding).
Case 13 (Figure 2-38)
Case 11 (Figure 2-36)
1. C=0.3
1. C=0.3 2. Circular plates only.
2. All possible means of failure (by shear, tension, com- 3. d = 18-in. maximum.
pression, or radial deformation, including flaring, 4. 01 = 30" minimum, 45" maximum.
resulting from pressure and differential thermal expan- 5. t,/d > P/S > 0.05
sion) are resisted by factor of safety of 4:l. 6. Maximum allowable working pressure e S/5d.
3. Sed welding may be used. 7. Crimping must be done at the proper forging tempera-
4. Circular heads only. ture.