
Page 202 - Principles of Catalyst Development
P. 202
CATALYST DEACTIVATION 191
5. Addition of promoters to neutralize poisons. Sulfur poisoning of
nickel is reduced in the presence of copper chromite, since copper and
chromium ions preferentially form sulfides. Another example is heavy metals
poisoning of cracking catalyst, in which iron, nickel, and vanadium are
alloyed with antimony added to the feed and deposited on the catalyst.
The proper choice of which approach to follow, catalyst or process
modification, requires a detailed knowledge of the cause of the deactivation.
8.3. CAUSE OF DEACTIVATION
Reasons for catalyst deactivation are listed in Table 8.1. It is impossible
to completely separate mechanical, thermal, chemical factors. Obviously,
temperature influences the sensitivity to poisons as well as to sintering.
Other thermal effects may be changed by chemical intt::raction with the
reactants. Similarly, both thermal and chemical forces can weaken a particle
to cause mechanical failure. Nevertheless, it is convenient to consider them
as distinct causes for deactivation, affecting either the surface concentration
of the active sites or the surface area. Sintering, poisoning, and coking are
the most important, yet others should also be taken into account during
diagnosis and analysis.
8.3.1. Particle Failure
Catalyst particles, if properly selected and installed according to
specifications, should have sufficient strength to resist failure due to fracture.
However, crushing and attrition tests are run on fresh catalysts. Changes
during process operations result in gradual deterioration of mechanical
properties, perhaps unevenly, through the bed. Consequences of this are
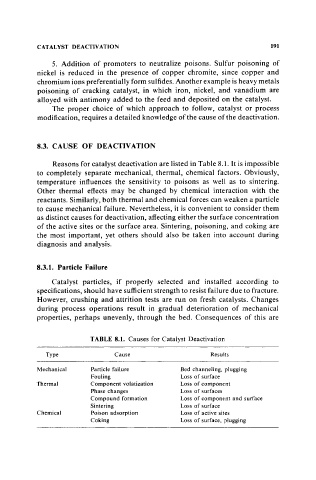
TABLE 8.1. Causes for Catalyst Deactivation
Type Cause Results
Mechanical Particle failure Bed channeling, plugging
Fouling Loss of surface
Thermal Component volatization Loss of compont:nt
Phase changes Loss of surfaces
Compound formation Loss of component and surface
Sintering Loss of surface
Chemical Poison adsorption Loss of active sites
Coking Loss of surface, plugging