
Page 59 - Synthetic Fuels Handbook
P. 59
NATURAL GAS 47
Acid gas
Cooler
Purified
gas Lean
solution
Rich
solution
Absorber Cooler Regenator
(high pressure, (low pressure,
low temperature) boiling)
Gas and
acid gas Heat
exchanger
Steam
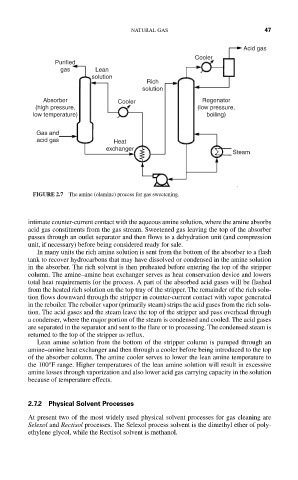
FIGURE 2.7 The amine (olamine) process for gas sweetening.
intimate counter-current contact with the aqueous amine solution, where the amine absorbs
acid gas constituents from the gas stream. Sweetened gas leaving the top of the absorber
passes through an outlet separator and then flows to a dehydration unit (and compression
unit, if necessary) before being considered ready for sale.
In many units the rich amine solution is sent from the bottom of the absorber to a flash
tank to recover hydrocarbons that may have dissolved or condensed in the amine solution
in the absorber. The rich solvent is then preheated before entering the top of the stripper
column. The amine–amine heat exchanger serves as heat conservation device and lowers
total heat requirements for the process. A part of the absorbed acid gases will be flashed
from the heated rich solution on the top tray of the stripper. The remainder of the rich solu-
tion flows downward through the stripper in counter-current contact with vapor generated
in the reboiler. The reboiler vapor (primarily steam) strips the acid gases from the rich solu-
tion. The acid gases and the steam leave the top of the stripper and pass overhead through
a condenser, where the major portion of the steam is condensed and cooled. The acid gases
are separated in the separator and sent to the flare or to processing. The condensed steam is
returned to the top of the stripper as reflux.
Lean amine solution from the bottom of the stripper column is pumped through an
amine–amine heat exchanger and then through a cooler before being introduced to the top
of the absorber column. The amine cooler serves to lower the lean amine temperature to
the 100°F range. Higher temperatures of the lean amine solution will result in excessive
amine losses through vaporization and also lower acid gas carrying capacity in the solution
because of temperature effects.
2.7.2 Physical Solvent Processes
At present two of the most widely used physical solvent processes for gas cleaning are
Selexol and Rectisol processes. The Selexol process solvent is the dimethyl ether of poly-
ethylene glycol, while the Rectisol solvent is methanol.