
Page 44 - TPM A Route to World-Class Performance
P. 44
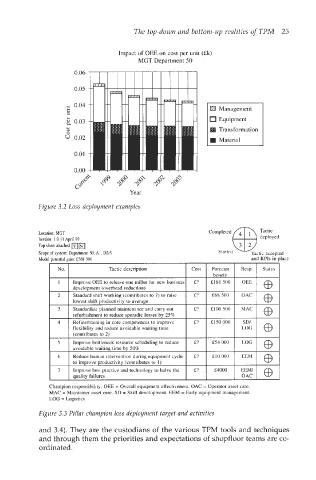
The top-down and bottom-up realities of TPM 25
Impact of OEE on cost per unit (Ek)
MGT Department 50
0.06
0.05
.C - 0.04
s
- 0.03 Equipment
u 0.02 I Transformation
Material
0.01
0.00
Year
Figure 3.2 Loss deployment examples
Location: MGT deployed
Top sheet attached mm
Version: 1.0 II April 99
Scope of system: Department 50, AI, D2/3
Model potential gain: f568 500 and KPIs in place
I No. I Tactic description I Cost I Forecast I Resp. I Status I
1 Improve OEE to release one miller for new business f? 2181 500 OEE 03
development (overhead reduction)
2 Standard shift working (contributes to 7) to raise f? E68 500 OAC @
lowest shift productivity to average
3 Standardize planned maintenance and carry out E? f100500 MAC @
refurbishment to reduce sporadic losses by 25%
4 Refinehraining in core competences to improve E? f150000 SDI
flexibility and reduce avoidable waiting time LOG @
(contributes to 2)
5 Improve bottleneck resource scheduling to reduce f? f54 000 LOG @
avoidable waiting time by 50%
6 Reduce human intervention during equipment cycle f? f 10 000 EEM @
to improve productivity (contributes to I)
7 Improve best practice and technology to halve the f? f4000 EEM/ @
quality failures OAC
and 3.4). They are the custodians of the various TPM tools and techniques
and through them the priorities and expectations of shopfloor teams are co-
ordinated.