
Page 100 - Welding Robots Technology, System Issues, and Applications
P. 100
Welding Robots
86
applied which are usually based on differential control and/or template matching of
the signal. If template matching is used together with continuous measurement of
the current, a more precise control can be made that can also take into account for
non-symmetric shapes of the joint profile.
Figure 3.7. Example of the functionality of the through-arc seam tracking over segmented
plates that deviate both sideways and in height [5]
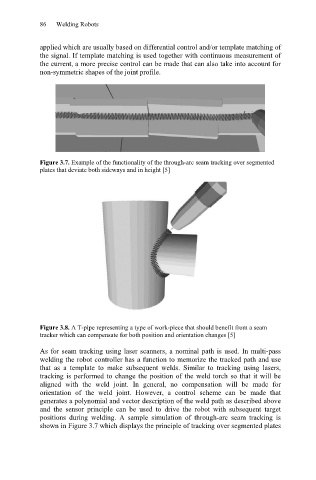
Figure 3.8. A T-pipe representing a type of work-piece that should benefit from a seam
tracker which can compensate for both position and orientation changes [5]
As for seam tracking using laser scanners, a nominal path is used. In multi-pass
welding the robot controller has a function to memorize the tracked path and use
that as a template to make subsequent welds. Similar to tracking using lasers,
tracking is performed to change the position of the weld torch so that it will be
aligned with the weld joint. In general, no compensation will be made for
orientation of the weld joint. However, a control scheme can be made that
generates a polynomial and vector description of the weld path as described above
and the sensor principle can be used to drive the robot with subsequent target
positions during welding. A sample simulation of through-arc seam tracking is
shown in Figure 3.7 which displays the principle of tracking over segmented plates