
Page 172 - Welding Robots Technology, System Issues, and Applications
P. 172
160 Welding Robots
5.3 Test Cases
Two test cases are presented in this section. The first concerns to the welding of
thick plates of a structural steel, where several layers of weld metal need to be
deposited in a V-preparation. This situation is very usual in shipyards and
companies constructing boilers, pressure vessels or even nuclear components.
60º
20 mm
2 mm
a
b
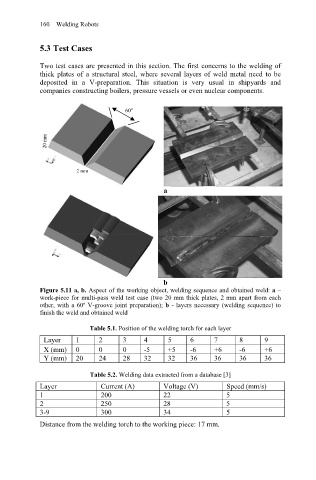
Figure 5.11 a, b. Aspect of the working object, welding sequence and obtained weld: a –
work-piece for multi-pass weld test case (two 20 mm thick plates, 2 mm apart from each
other, with a 60º V-groove joint preparation); b - layers necessary (welding sequence) to
finish the weld and obtained weld
Table 5.1. Position of the welding torch for each layer
Layer 1 2 3 4 5 6 7 8 9
X (mm) 0 0 0 -5 +5 -6 +6 -6 +6
Y (mm) 20 24 28 32 32 36 36 36 36
Table 5.2. Welding data extracted from a database [3]
Layer Current (A) Voltage (V) Speed (mm/s)
1 200 22 5
2 250 28 5
3-9 300 34 5
Distance from the welding torch to the working piece: 17 mm.