
Page 632 - Automotive Engineering Powertrain Chassis System and Vehicle Body
P. 632
CHAP TER 1 8. 2 Materials for consideration and use in automotive body structures
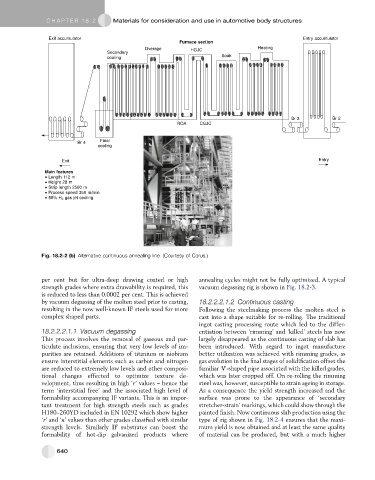
Exit accumulator Entry accumulator
Furnace section
Overage HGJC Heating
Secondary
cooling Soak
Br 3 Br 2
ROA CGJC
Final
Br 4
cooling
Exit Entry
Main features
• Length 112 m
• Height 28 m
• Strip length 2500 m
• Process speed 350 m/min
• 50% H 2 gas jet cooling
Fig. 18.2-2 (b) Alternative continuous annealing line. (Courtesy of Corus.)
per cent but for ultra-deep drawing coated or high annealing cycles might not be fully optimized. A typical
strength grades where extra drawability is required, this vacuum degassing rig is shown in Fig. 18.2-3.
is reduced to less than 0.0002 per cent. This is achieved
by vacuum degassing of the molten steel prior to casting, 18.2.2.2.1.2 Continuous casting
resulting in the now well-known IF steels used for more Following the steelmaking process the molten steel is
complex shaped parts. cast into a shape suitable for re-rolling. The traditional
ingot casting processing route which led to the differ-
18.2.2.2.1.1 Vacuum degassing entiation between ‘rimming’ and ‘killed’ steels has now
This process involves the removal of gaseous and par- largely disappeared as the continuous casting of slab has
ticulate inclusions, ensuring that very low levels of im- been introduced. With regard to ingot manufacture
purities are retained. Additions of titanium or niobium better utilization was achieved with rimming grades, as
ensure interstitial elements such as carbon and nitrogen gas evolution in the final stages of solidification offset the
are reduced to extremely low levels and other composi- familiar ‘V’-shaped pipe associated with the killed grades,
tional changes effected to optimize texture de- which was later cropped off. On re-rolling the rimming
velopment, thus resulting in high ‘r’ values – hence the steel was, however, susceptible to strain ageing in storage.
term ‘interstitial free’ and the associated high level of As a consequence the yield strength increased and the
formability accompanying IF variants. This is an impor- surface was prone to the appearance of ‘secondary
tant treatment for high strength steels such as grades stretcher-strain’ markings, which could show through the
H180–260YD included in EN 10292 which show higher painted finish. Now continuous slab production using the
‘r’ and ‘n’ values than other grades classified with similar type of rig shown in Fig. 18.2-4 ensures that the maxi-
strength levels. Similarly IF substrates can boost the mum yield is now obtained and at least the same quality
formability of hot-dip galvanized products where of material can be produced, but with a much higher
640