
Page 225 - Chalcogenide Glasses for Infrared Optics
P. 225
IR Imaging Bundles Made fr om Chalcogenide Glass Fibers 201
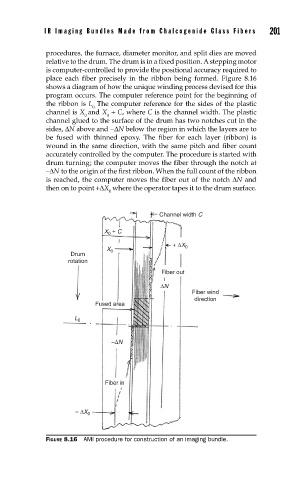
procedures, the furnace, diameter monitor, and split dies are moved
relative to the drum. The drum is in a fixed position. A stepping motor
is computer-controlled to provide the positional accuracy required to
place each fiber precisely in the ribbon being formed. Figure 8.16
shows a diagram of how the unique winding process devised for this
program occurs. The computer reference point for the beginning of
the ribbon is L The computer reference for the sides of the plastic
0.
channel is X and X + C, where C is the channel width. The plastic
0 0
channel glued to the surface of the drum has two notches cut in the
sides, ∆N above and −∆N below the region in which the layers are to
be fused with thinned epoxy. The fiber for each layer (ribbon) is
wound in the same direction, with the same pitch and fiber count
accurately controlled by the computer. The procedure is started with
drum turning; the computer moves the fiber through the notch at
–∆N to the origin of the first ribbon. When the full count of the ribbon
.
is reached, the computer moves the fiber out of the notch ∆N and
then on to point +∆X where the operator tapes it to the drum surface.
0
Channel width C
+ C
X 0
+ ∆X 0
X 0
Drum
rotation
Fiber out
∆N
Fiber wind
direction
Fused area
L 0
–∆N
Fiber in
– ∆X 0
FIGURE 8.16 AMI procedure for construction of an imaging bundle.