
Page 413 - Design for Six Sigma for Service (Six SIGMA Operational Methods)
P. 413
372 Chapter Ten
by Fig. 10.7. The objective of process-oriented line flow is to convert
functional layouts of machines in the factory into a series of processes,
based upon the production of families, or commodities. Process-oriented
flows are superior to traditional functional layouts since they reduce
travel distance, required floor space, and total throughput times. A single-
piece flow means that the workpiece is worked on one piece at a time, not
one batch at a time. This will eliminate the work-in-process inventory
completely.
On the other hand, in a single-piece line flow process, any error or defect in
any process step will cause the whole line to stop. In traditional Western
operation management, the work-in-process inventory, or buffer inventory,
is used to temporarily feed the downstream process steps so the line will not
stop. However, the Toyota production system believes that the buffer
inventory has more disadvantages than benefits; buffer inventory ties up
money and hides hidden problems. In the Toyota production system, zero
buffer inventory is used to expose all the hidden problems in the production
process; it forces you to debug all hidden problems so eventually, you will
have a zero-defect production process.
Work Cell (Cellular Manufacturing)
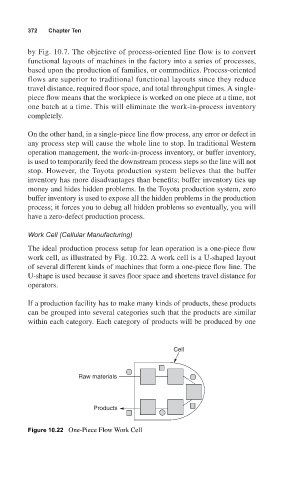
The ideal production process setup for lean operation is a one-piece flow
work cell, as illustrated by Fig. 10.22. A work cell is a U-shaped layout
of several different kinds of machines that form a one-piece flow line. The
U-shape is used because it saves floor space and shortens travel distance for
operators.
If a production facility has to make many kinds of products, these products
can be grouped into several categories such that the products are similar
within each category. Each category of products will be produced by one
Cell
Raw materials
Products
Figure 10.22 One-Piece Flow Work Cell