
Page 288 - Fluid mechanics, heat transfer, and mass transfer
P. 288
ANNEXURE (HEAT TRANSFER COEFFICIENTS FOR REFINERY SERVICES) 269
& The required blowdown rate is estimated by the TABLE 9.6 (Continued )
following formula:
2
Range (W/(m C))
2
Refinery Unit (Btu/(h ft F))
Blowdown rate ¼ F S=ðB FÞ; ð9:46Þ
Thermal cracking
where F is the TDS in feed water (mg/L), S is the
Coker combination TWR condenser 227 (40)–284 (50)
steam generation rate (kg/h), and B is the maximum Gas oil/gas oil 170 (30)–227 (40)
TDS in the boiler (mg/L). Gas oil cracker overhead condenser 255 (45)–369 (65)
Gas oil reflux steam generation 454 (80)–511 (90)
Gasoline/naphtha charge 341 (60)–454 (80)
Thermal tar cooler (box) 57 (10)–114 (20)
9.2 ANNEXURE (HEAT TRANSFER
Thermal tar steam generation 227 (40)–284 (50)
COEFFICIENTS FOR REFINERY SERVICES)
Top reflux/BFW 341 (60)–454 (80)
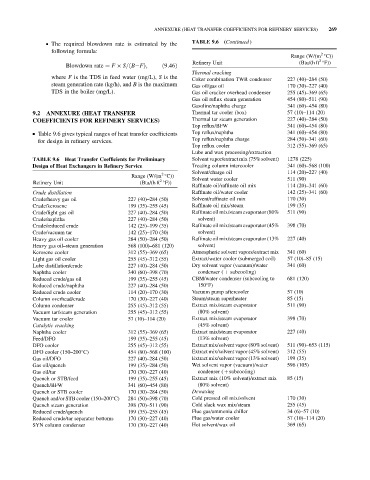
& Table 9.6 gives typical ranges of heat transfer coefficients Top reflux/naphtha 341 (60)–454 (80)
for design in refinery services. Top reflux/naphtha charge 284 (50)–341 (60)
Top reflux cooler 312 (55)–369 (65)
Lube and wax processing/extraction
Solvent vapor/extract mix (75% solvent) 1278 (225)
TABLE 9.6 Heat Transfer Coefficients for Preliminary
Treating column intercooler 341 (60)–568 (100)
Design of Heat Exchangers in Refinery Service
Solvent/charge oil 114 (20)–227 (40)
Range (W/(m C))
2
Solvent water cooler 511 (90)
2
Refinery Unit (Btu/(h ft F))
Raffinate oil/raffinate oil mix 114 (20)–341 (60)
Crude distillation Raffinate oil/water cooler 142 (25)–341 (60)
Crude/heavy gas oil 227 (40)–284 (50) Solvent/raffinate oil mix 170 (30)
Crude/kerosene 199 (35)–255 (45) Raffinate oil mix/steam 199 (35)
Crude/light gas oil 227 (40)–284 (50) Raffinate oil mix/steam evaporator (80% 511 (90)
Crude/naphtha 227 (40)–284 (50) solvent)
Crude/reduced crude 142 (25)–199 (35) Raffinate oil mix/steam evaporator (45% 398 (70)
Crude/vacuum tar 142 (25)–170 (30) solvent)
Heavy gas oil cooler 284 (50)–284 (50) Raffinate oil mix/steam evaporator (13% 227 (40)
Heavy gas oil–steam generation 568 (100)–681 (120) solvent)
Kerosene cooler 312 (55)–369 (65) Atmospheric solvent vapors/extract mix 341 (60)
Light gas oil cooler 255 (45)–312 (55) Extract/water cooler (submerged coil) 57 (10)–85 (15)
Lube distillation/crude 227 (40)–284 (50) Dry solvent vapor (vacuum)/water 341 (60)
Naphtha cooler 340 (60)–398 (70) condenser ( þ subcooling)
Reduced crude/gas oil 199 (35)–255 (45) CBM/water condenser (subcooling to 681 (120)
Reduced crude/naphtha 227 (40)–284 (50) 150 F)
Reduced crude cooler 114 (20)–170 (30) Vacuum pump aftercooler 57 (10)
Column overhead/crude 170 (30)–227 (40) Steam/steam superheater 85 (15)
Column condenser 255 (45)–312 (55) Extract mix/steam evaporator 511 (90)
Vacuum tar/steam generation 255 (45)–312 (55) (80% solvent)
Vacuum tar cooler 57 (10)–114 (20) Extract mix/steam evaporator 398 (70)
Catalytic cracking (45% solvent)
Naphtha cooler 312 (55)–369 (65) Extract mix/steam evaporator 227 (40)
Feed/DFO 199 (35)–255 (45) (13% solvent)
DFO cooler 255 (45)–312 (55) Extract mix/solvent vapor (80% solvent) 511 (90)–653 (115)
DFO cooler (150–200 C) 454 (80)–568 (100) Extract mix/solvent vapor (45% solvent) 312 (55)
Gas oil/DFO 227 (40)–284 (50) Extract mix/solvent vapor (13% solvent) 199 (35)
Gas oil/quench 199 (35)–284 (50) Wet solvent vapor (vacuum)/water 596 (105)
Gas oil/tar 170 (30)–227 (40) condenser ( þ subcooling)
Quench or STB/feed 199 (35)–255 (45) Extract mix (10% solvent)/extract mix 85 (15)
Quench/BFW 341 (60)–454 (80) (80% solvent)
Quench or STB cooler 170 (30)–284 (50) Dewaxing
Quench and/or STB cooler (150–200 C) 284 (50)–398 (70) Cold pressed oil mix/solvent 170 (30)
Quench steam generation 398 (70)–511 (90) Cold slack wax mix/steam 255 (45)
Reduced crude/quench 199 (35)–255 (45) Flue gas/ammonia chiller 34 (6)–57 (10)
Reduced crude/tar separator bottoms 170 (30)–227 (40) Flue gas/water cooler 57 (10)–114 (20)
SYN column condenser 170 (30)–227 (40) Hot solvent/wax oil 369 (65)