
Page 136 - Gas Purification 5E
P. 136
126 Gas Purification
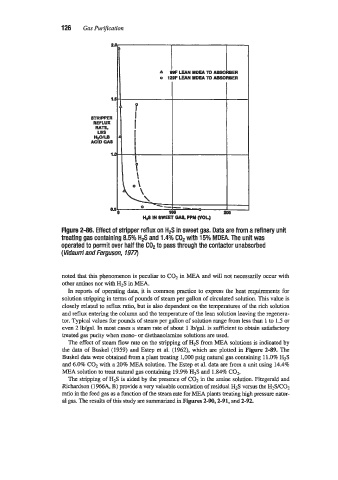
Figure 2-86. Effect of stripper reflux on H2S in sweet gas. Data are from a refinely unit
treating gas containing 8.5% H$ and 1.4% GO, with 15% MDEA. The unit was
operated to permit over half the CO, to pass through the contactor unabsorbed
(Vidauni and Fergusan, 1977)
noted that this phenomenon is peculiar to C02 in MEA and will not necessarily occur with
other amines nor with H2S in MEA.
In reports of operating data, it is common practice to express the heat requirements for
solution stripping in terms of pounds of steam per gallon of circulated solution. This value is
closely related to reflux ratio, but is also dependent on the temperatures of the rich solution
and dux entering the column and the temperature of the. lean solution leaving the regmera-
tor. Typical values for pounds of steam per gallon of solution range from less than 1 to 1.5 or
even 2 lblgal. In most cases a steam rate of about 1 lb/gal. is sufficient to obtain satisfactory
treated gas purity when mono- or diethanolamine solutions are used.
The effect of steam flow rate on the stripping of H2S from MEA solutions is indicated by
the data of Buskel (1959) and Estep et al. (1962), which are plotted in Figure 2-89. The
Buskel data were obtained from a plant treating 1,000 psig natural gas containing 11.0% H2S
and 6.096 C02 with a 20% MEA solution. The Estep et al. data are from a unit using 14.4%
MEA solution to treat natural gas containing 19.9% H2S and 1.84% C02.
The stripping of H$ is aided by the presence of CO, in the amine solutim EQgedd and
Richardson (1966A, B) pvkk a very valuable correlation of residual H2S versus the HzS/n-
ratio in the feed gas as a function ofthe steam rate for MEA plants treating high pressure natur-
al gas. The results of this study are summarized in Figures 2-90,2-91, and 2-92.