
Page 144 - How To Implement Lean Manufacturing
P. 144
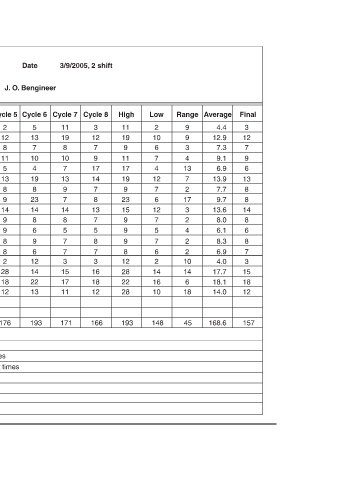
Final 3 12 7 9 6 13 8 8 14 8 6 8 7 3 15 18 12 157
Average 4.4 12.9 7.3 9.1 6.9 13.9 7.7 9.7 13.6 8.0 6.1 8.3 6.9 4.0 17.7 18.1 14.0 168.6
Range 9 9 3 4 13 7 2 17 3 2 4 2 2 10 14 6 18 45
Low 2 10 6 7 4 12 7 6 12 7 5 7 6 2 14 16 10 148
High 11 19 9 11 17 19 9 23 15 9 9 9 8 12 28 22 28 193
3/9/2005, 2 shift Cycle 8 Cycle 7 3 11 12 19 7 8 9 10 17 7 14 13 7 9 8 7 13 14 7 8 5 5 8 7 7 7 3 3 16 15 18 17 12 11 166 171
J. O. Bengineer Cycle 6 5 13 7 10 4 19 8 23 14 8 6 9 6 12 14 22 13 193
Date Cycle 5 2 12 8 11 5 13 8 9 14 9 9 8 8 2 28 18 12 176
Cycle 3 3 13 6 9 6 12 7 8 15 9 5 9 7 3 15 17 28 172
Rayco 43-27 Done by: Cycle 2 Cycle 1 4 3 10 11 6 9 8 7 5 4 12 14 8 7 7 6 13 12 8 7 6 7 8 9 7 6 3 2 14 22 19 16 10 12 148 154
Work Element Insert o-rings, cap, grease Install o-ring and clip (2) Apply epoxy, 3 locations Install control capacitor Unload/load machine (2) Gun required unplugging hence long times, place on PM program Long cycle time was due to dropped parts, attention to details Long cycle times were due to dropped parts, operator needs surgical gloves
Zeta Cell Cut bracket Assy bushing (3) Install o-ring and clip Place in jig, glue Press in magnets (2) Install support Apply epoxy, topside Install retainer ring Install covercap Apply final sealant (1) Final test, wrap leads Package Total Numerous units dropped on the floor Transportation times not taken Zeta cell time study.
Process to Monitor Station: FC Id. Step No 10 1 20 2 30 3 40 4 50 5 60 6 70 7 80 8 90 9 100 10 110 11 120 12 130 13 140 14 150 15 160 16 200 17 18 19 20 Notes 1 2 3 4 5 6 7 8 FIGURE 7-1
122