
Page 350 - Sami Franssila Introduction to Microfabrication
P. 350
33
Tools for CVD and Epitaxy
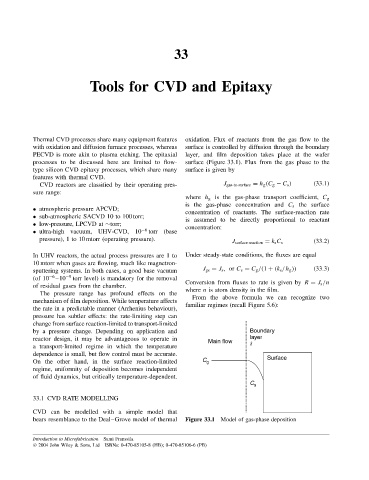
Thermal CVD processes share many equipment features oxidation. Flux of reactants from the gas flow to the
with oxidation and diffusion furnace processes, whereas surface is controlled by diffusion through the boundary
PECVD is more akin to plasma etching. The epitaxial layer, and film deposition takes place at the wafer
processes to be discussed here are limited to flow- surface (Figure 33.1). Flux from the gas phase to the
type silicon CVD epitaxy processes, which share many surface is given by
features with thermal CVD.
CVD reactors are classified by their operating pres- J gas-to-surface = h g (C g − C s ) (33.1)
sure range:
where h g is the gas-phase transport coefficient, C g
is the gas-phase concentration and C s the surface
• atmospheric pressure APCVD; concentration of reactants. The surface-reaction rate
• sub-atmospheric SACVD 10 to 100 torr; is assumed to be directly proportional to reactant
• low-pressure, LPCVD at ∼torr; concentration:
• ultra-high vacuum, UHV-CVD, 10 −6 torr (base
pressure), 1 to 10 mtorr (operating pressure).
J surface reaction = k s C s (33.2)
In UHV reactors, the actual process pressures are 1 to Under steady-state conditions, the fluxes are equal
10 mtorr when gases are flowing, much like magnetron-
sputtering systems. In both cases, a good base vacuum J gs = J s , or C s = C g /(1 + (k s /h g )) (33.3)
(of 10 −6 –10 −9 torr level) is mandatory for the removal Conversion from fluxes to rate is given by R = J s /n
of residual gases from the chamber. where n is atom density in the film.
The pressure range has profound effects on the
From the above formula we can recognize two
mechanism of film deposition. While temperature affects
familiar regimes (recall Figure 5.6):
the rate in a predictable manner (Arrhenius behaviour),
pressure has subtler effects: the rate-limiting step can
change from surface reaction-limited to transport-limited
by a pressure change. Depending on application and Boundary
reactor design, it may be advantageous to operate in Main flow layer
a transport-limited regime in which the temperature d
dependence is small, but flow control must be accurate. Surface
On the other hand, in the surface reaction-limited C g
regime, uniformity of deposition becomes independent
of fluid dynamics, but critically temperature-dependent.
C s
33.1 CVD RATE MODELLING
CVD can be modelled with a simple model that
bears resemblance to the Deal–Grove model of thermal Figure 33.1 Model of gas-phase deposition
Introduction to Microfabrication Sami Franssila
2004 John Wiley & Sons, Ltd ISBNs: 0-470-85105-8 (HB); 0-470-85106-6 (PB)