
Page 660 - Manufacturing Engineering and Technology - Kalpakjian, Serope : Schmid, Steven R.
P. 660
workpiece
Boring and Boring Machmes
Section 23.4
Workpiece Die
A
r
G
\
V
._
QE
RE, .';.:;i»=:; <07
O
Circular Chaser . ,, ’
Cutting edge
Cutting edge
(H) (D) (C)
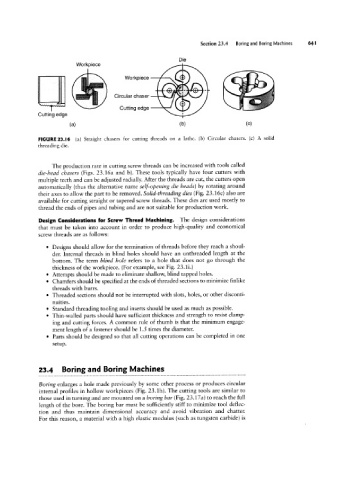
FIGURE 23.16 (a) Straight chasers for cutting threads on a lathe. (b) Circular chasers. (c) A solid
threading die.
The production rate in cutting screw threads can be increased with tools called
die-head chasers (Figs. 23.16a and b). These tools typically have four cutters with
multiple teeth and can be adjusted radially. After the threads are cut, the cutters open
automatically (thus the alternative name self-opening die heads) by rotating around
their axes to allow the part to be removed. Solid-threading dies (Fig. 23.16c) also are
available for cutting straight or tapered screw threads. These dies are used mostly to
thread the ends of pipes and tubing and are not suitable for production work.
Design Considerations for Screw Thread Machining. The design considerations
that must be taken into account in order to produce high-quality and economical
screw threads are as follows:
° Designs should allow for the termination of threads before they reach a shoul-
der. Internal threads in blind holes should have an unthreaded length at the
bottom. The term blind hole refers to a hole that does not go through the
thickness of the workpiece. (For example, see Fig. 23.1i.)
° Attempts should be made to eliminate shallow, blind tapped holes.
° Chamfers should be specified at the ends of threaded sections to minimize finlike
threads with burrs.
° Threaded sections should not be interrupted with slots, holes, or other disconti-
nuities.
° Standard threading tooling and inserts should be used as much as possible.
° Thin-walled parts should have sufficient thickness and strength to resist clamp-
ing and cutting forces. A common rule of thumb is that the minimum engage-
ment length of a fastener should be 1.5 times the diameter.
° Parts should be designed so that all cutting operations can be completed in one
setup.
23.4 Boring and Boring Machines
Boring enlarges a hole made previously by some other process or produces circular
internal profiles in hollow workpieces (Fig. 23.1h). The cutting tools are similar to
those used in turning and are mounted on a boring har (Fig. 23.1721) to reach the full
length of the bore. The boring bar must be sufficiently stiff to minimize tool deflec-
tion and thus maintain dimensional accuracy and avoid vibration and chatter.
For this reason, a material with a high elastic modulus (such as tungsten carbide) is