
Page 555 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 555
Section 20.3 Addntive Processes
Galvanometers gp
§`
Sintering laser
I
I
Optics
Laser
E
Environmental-
COHUOI Unit
Process-control + *
'
computer C -W
'n~~
I
Wh
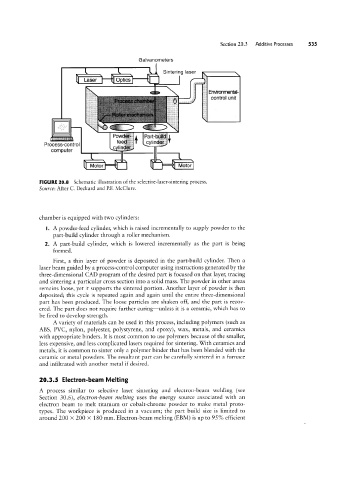
FIGURE 20.8 Schematic illustration of the selective-laser-sintering process.
Source: After C. Deckard and P.F. McClure.
chamber is equipped with two cylinders:
I. A powder-feed cylinder, which is raised incrementally to supply powder to the
part-build cylinder through a roller mechanism.
2. A part-build cylinder, which is lowered incrementally as the part is being
formed.
First, a thin layer of powder is deposited in the part-build cylinder. Then a
laser beam guided by a process-control computer using instructions generated by the
three-dimensional CAD program of the desired part is focused on that layer, tracing
and sintering a particular cross section into a solid mass. The powder in other areas
remains loose, yet it supports the sintered portion. Another layer of powder is then
deposited; this cycle is repeated again and again until the entire three-dimensional
part has been produced. The loose particles are shaken off, and the part is recov-
ered. The part does not require further curing-unless it is a ceramic, which has to
be fired to develop strength.
A variety of materials can be used in this process, including polymers (such as
ABS, PVC, nylon, polyester, polystyrene, and epoxy), wax, metals, and ceramics
with appropriate binders. It is most common to use polymers because of the smaller,
less expensive, and less complicated lasers required for sintering. With ceramics and
metals, it is common to sinter only a polymer binder that has been blended with the
ceramic or metal powders. The resultant part can be carefully sintered in a furnace
and infiltrated with another metal if desired.
20.3.5 Electron-beam Melting
A process similar to selective laser sintering and electron-beam welding (see
Section 30,6), electron-beam melting uses the energy source associated with an
electron beam to melt titanium or cobalt-chrome powder to make metal proto-
types. The workpiece is produced in a vacuum; the part build size is limited to
around 200 >< 200 >< 180 mm. Electron-beam melting (EBM) is up to 95% efficient