
Page 593 - 04. Subyek Engineering Materials - Manufacturing, Engineering and Technology SI 6th Edition - Serope Kalpakjian, Stephen Schmid (2009)
P. 593
Chapter 21 Fundamentals of Machining
from the cutting zone may be monitored with a radiation pyroineter. However, this
technique indicates only surface temperatures; the accuracy of the results depends on
the emissivity of the surfaces, which is difficult to determine accurately.
2l.5 Tool Life: Wear and Failure
We have seen that cutting tools are subjected to (a) high localized stresses at the tip
of the tool, (b) high temperatures, especially along the rake face, (c) sliding of the
chip along the rake face, and (d) sliding of the tool along the newly cut workpiece
surface. These conditions induce tool wear, which is a major consideration in all
machining operations, as are mold and die wear in casting and metalworking. Tool
wear adversely affects tool life, the quality of the machined surface and its dimen-
sional accuracy, and, consequently, the economics of cutting operations.
Wear is a gradual process, much like the wear of the tip of an ordinary pencil.
The rate of tool wear depends on tool and workpiece materials, tool geometry,
process parameters, cutting fluids, and the characteristics of the machine tool. Tool
wear and the changes in tool geometry during cutting manifest themselves in differ-
ent ways, generally classified as flank wear, crater wear, nose wear, notching, plas-
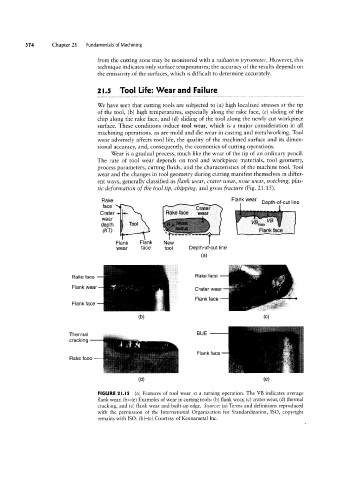
tic deformation of the tool tip, chipping, and gross fracture (Fig. 2l.15).
Rake Hankwear Depth-of-cut line
face
Crater V
Weal'
depth VBM B
(KT) Flank face
Flank Flank New
wear face tool Depth-of-cut line
Flake face Rake face
Flank wear Crater wear
Flank face
Flank face
(D) (C)
BUE *T
Thermal
cracking_
Flank face-
Flake face
(Cl) (9)
FIGURE 2l.l5 (a) Features of tool wear in a turning operation. The VB indicates average
flank wear. (bl-(e) Examples of wear in cutting tools: (b) flank wear, (c) crater wear, (d) thermal
cracking, and (e) flank wear and built-up edge. Source: (a) Terms and definitions reproduced
with the permission of the International Organization for Standardization, ISO, copyright
remains with ISO. (b)-(e) Courtesy of Kennametal Inc.