
Page 180 - Mechatronics for Safety, Security and Dependability in a New Era
P. 180
Ch34-I044963.fm Page 164 Thursday, July 27, 2006 7:23 AM
Ch34-I044963.fm
164
164 Page 164 Thursday, July 27, 2006 7:23 AM
INTRODUCTION
In recent years, many kinds of metals are applied to medical usages instead of ceramics, high polymer and
so on. Metals have the advantage in terms of strength, elasticity and stiffness. Usually employed metals
are stainless steel, cobalt-chromium alloy, titanium, gold and so forth. Naturally, these metals are widely
employed as materials of such medical implements as are buried in human bodies, for example, fixture
for fracture, artificial joints, tooth implants, and others. Accordingly, it is important to investigate the
influences or toxicities of the metals for human bodies. For satisfactory selection of metals used in the
medical implements, therefore, it is essential to evaluate bio- and blood- compatibilities of the metals.
Conventionally, the evaluation has been done by making experiments on living animals, which consumes
a lot of money and time. To save the cost, it is required to develop a new evaluating method.
On the other hand, micro-rheology device to measure blood-fluidity has been developed to investigate
flow mechanism of blood. The device allows human blood flow to pass through microcharmel array built
on a chip, which is a model of capillary vessels due to its shape in which many microgrooves are arranged
in parallel. At the same time, the blood flow through the microchannel array can be visually observed,
which can evaluate its fluidity.
Consequently, the employment of microchannel array chips made of various metals is expected to evalu-
ate the compatibility between blood and metals. However, the microgrooves constituting a microchannel
array is generally built on silicon by photolithographic techniques, which do not have high abilities to
control the shape of the microgrooves and to increase the accuracy of the shape. Their shape and accuracy
are extremely important to measure blood-fluidity with a microchannel array chip.
Accordingly, the study aims at fabrication of the microchannel array chip by ultraprecision cutting. Cut-
ting can make complicated microgroove shapes with high degree of freedom and high accuracy, and have
no choice of materials to be fabricated, Takeuchi et al., (2001) and (2002), Kumon et al., (2002). As a
result of actual machining experiments, it is succeeded to fabricate chips with two-kinds-shaped
microchannel array made of some metals by means of ultraprecision cutting.
ULTRAPRECISION MACHINING CENTER AND MACHINING METHOD
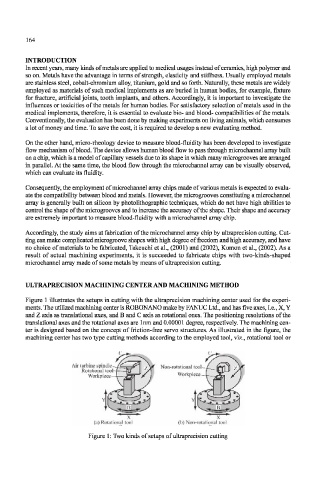
Figure 1 illustrates the setups in cutting with the ultraprecision machining center used for the experi-
ments. The utilized machining center is ROBONANO make by FANUC Ltd., and has five axes, i.e., X, Y
and Z axis as translational axes, and B and C axis as rotational ones. The positioning resolutions of the
translational axes and the rotational axes are 1 nm and 0.00001 degree, respectively. The machining cen-
ter is designed based on the concept of friction-free servo structures. As illustrated in the figure, the
machining center has two type cutting methods according to the employed tool, viz., rotational tool or
Air turbine spindle Non-rotational tool
Rotational tool
Workpiece Workpiece
(a) Rotational tool (b) Non-rotational tool
Figure 1: Two kinds of setups of ultraprecision cutting