
Page 392 - Mechatronics for Safety, Security and Dependability in a New Era
P. 392
Ch75-I044963.fm Page 376 Tuesday, August 1, 2006 5:58 PM
Ch75-I044963.fm
376
376 Page 376 Tuesday, August 1, 2006 5:58 PM
measurement operation can be easily extended to planelike error form.
An algorithm which constructs planelike error form from a bundle of the straightness error forms
was demonstrated, in which a method that gives conditions at the both ends of the error forms is
proposed.
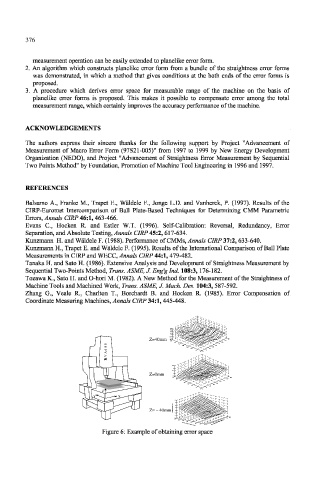
A procedure which derives error space for measurable range of the machine on the basis of
planelike error forms is proposed. This makes it possible to compensate error among the total
measurement range, which certainly improves the accuracy performance of the machine.
ACKNOWLEDGEMENTS
The authors express their sincere thanks for the following support by Project "Advancement of
Measurement of Macro Error Form (97S21-005)" from 1997 to 1999 by New Energy Development
Organization (NEDO), and Project "Advancement of Straightness Error Measurement by Sequential
Two Points Method" by Foundation, Promotion of Machine Tool Engineering in 1996 and 1997.
REFERENCES
Balsamo A., Franke M., Trapet E., Waldele F., Jonge L.D. and Vanherck, P. (1997). Results of the
CIRP-Euromet Intercomparison of Ball Plate-Based Techniques for Determining CMM Parametric
Errors, Annals CIRP 46:1, 463-466.
Evans C, Hocken R. and Estler W.T. (1996). Self-Calibration: Reversal, Redundancy, Error
Separation, and Absolute Testing, Annals CIRP 45:2, 617-634.
Kunzmann H. and Waldele F. (1988). Performance of CMMs, Annals CIRP 37:2, 633-640.
Kunzmann H., Trapet E. and Waldele F. (1995). Results of the International Comparison of Ball Plate
Measurements in CIRP and WECC, Annals CIRP 44:1, 479-482.
Tanaka H. and Sato H. (1986). Extensive Analysis and Development of Straightness Measurement by
Sequential Two-Points Method, Trans. ASME, J. Eng'glnd. 108:3, 176-182.
Tozawa K., Sato H. and O-hori M. (1982). A New Method for the Measurement of the Straightness of
Machine Tools and Machined Work, Trans. ASME, J. Mack Des. 104:3, 587-592.
Zhang G., Veale R., Charlton T., Borchardt B. and Hocken R. (1985). Error Compensation of
Coordinate Measuring Machines, Annals CIRP 34:1, 445-448.
0.8
0.6
0.4 0.2 0
s Z=40mm - -0.2 -0.4 350 0 . 4 -0.6 300 250 200 200 250 300 350 400
Z=40mm
R V A 6 0 0 150 100 50 0 0 50 100 150
R
R V A 6 0 0 009VAH
0.5 0
I Z=0mm -0.5 -1.5 -1 350 400
J
Z=0mm
300
250 300 350
200 250
200
150
150
100 100
50 50
0 0
Z Z
Y Y X X
5
4
( r o µ ) 3
m
2 r r e s s
Z= – 40mm e n g t h 1
Z= -
40mm j
0 a r t S
-1
400
-2 350
350 300
300 250
250 200
200 150 X - axis (mm)
150
100
100 50 50 Feed along
( 0 0
Feed a long Y - axis mm)
Figure 6: Example of obtaining error space