
Page 389 - Mechatronics for Safety, Security and Dependability in a New Era
P. 389
Ch75-I044963.fm Page 373 Tuesday, August 1, 2006 5:58 PM
Page 373
1, 2006
Tuesday, August
5:58 PM
Ch75-I044963.fm
373
373
Measurement System
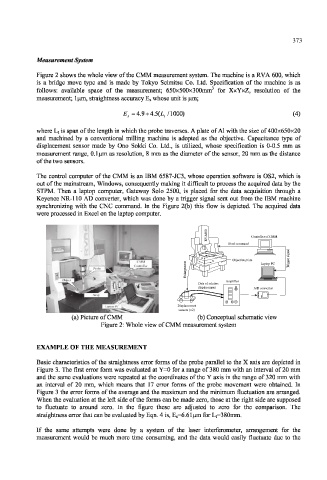
Figure 2 shows the whole view of the CMM measurement system. The machine is a RVA 600, which
is a bridge move type and is made by Tokyo Seimitsu Co. Ltd. Specification of the machine is as
follows: available space of the measurement; 650x500x300mm for XxYxZ, resolution of the
measurement; 1 urn, straightness accuracy E s whose unit is urn;
E s = 4.9 + 4.5(i, /1000) (4)
where L t is span of the length in which the probe traverses. A plate of Al with the size of 400x650x20
and machined by a conventional milling machine is adopted as the objective. Capacitance type of
displacement sensor made by Ono Sokki Co. Ltd., is utilized, whose specification is 0-0.5 mm as
measurement range, 0.1 um as resolution, 8 mm as the diameter of the sensor, 20 mm as the distance
of the two sensors.
The control computer of the CMM is an IBM 6587-JC3, whose operation software is OS2, which is
out of the mainstream, Windows, consequently making it difficult to process the acquired data by the
STPM. Then a laptop computer, Gateway Solo 2500, is placed for the data acquisition through a
Keyence NR-110 AD converter, which was done by a trigger signal sent out from the IBM machine
synchronizing with the CNC command. In the Figure 2(b) this flow is depicted. The acquired data
were processed in Excel on the laptop computer.
0
0
6
A Controller of CMM
Controller ofCMM
V
R
Feed command
l
a
n
g
i
s
Z r
Y Objective plate e
t X g
n g
e Laptop PC i
m r T
e
g
r
a
l
n
E
Amplifier
Data of relative
displacement A/D converter
Displacement
sensors (×2)
(a) Picture of CMM (b) Conceptual schematic view
Figure 2: Whole view of CMM measurement system
EXAMPLE OF THE MEASUREMENT
Basic characteristics of the straightness error forms of the probe parallel to the X axis are depicted in
Figure 3. The first error form was evaluated at Y=0 for a range of 380 mm with an interval of 20 mm
and the same evaluations were repeated at the coordinates of the Y axis in the range of 320 mm with
an interval of 20 mm, which means that 17 error forms of the probe movement were obtained. In
Figure 3 the error forms of the average and the maximum and the minimum fluctuation are arranged.
When the evaluation at the left side of the forms can be made zero, those at the right side are supposed
to fluctuate to around zero. In the figure these are adjusted to zero for the comparison. The
straightness error that can be evaluated by Eqn. 4 is, E s=6.61um for Li=380mm.
If the same attempts were done by a system of the laser interferometer, arrangement for the
measurement would be much more time consuming, and the data would easily fluctuate due to the