
Page 271 - Modeling of Chemical Kinetics and Reactor Design
P. 271
Industrial and Laboratory Reactors 241
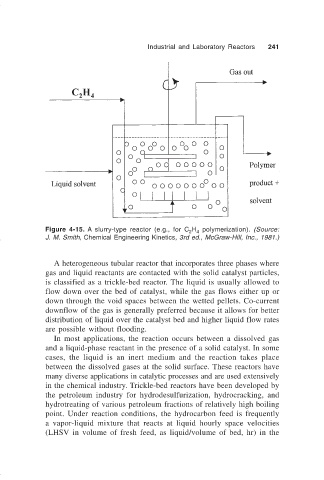
Figure 4-15. A slurry-type reactor (e.g., for C H polymerization). (Source:
2 4
J. M. Smith, Chemical Engineering Kinetics, 3rd ed., McGraw-Hill, Inc., 1981.)
A heterogeneous tubular reactor that incorporates three phases where
gas and liquid reactants are contacted with the solid catalyst particles,
is classified as a trickle-bed reactor. The liquid is usually allowed to
flow down over the bed of catalyst, while the gas flows either up or
down through the void spaces between the wetted pellets. Co-current
downflow of the gas is generally preferred because it allows for better
distribution of liquid over the catalyst bed and higher liquid flow rates
are possible without flooding.
In most applications, the reaction occurs between a dissolved gas
and a liquid-phase reactant in the presence of a solid catalyst. In some
cases, the liquid is an inert medium and the reaction takes place
between the dissolved gases at the solid surface. These reactors have
many diverse applications in catalytic processes and are used extensively
in the chemical industry. Trickle-bed reactors have been developed by
the petroleum industry for hydrodesulfurization, hydrocracking, and
hydrotreating of various petroleum fractions of relatively high boiling
point. Under reaction conditions, the hydrocarbon feed is frequently
a vapor-liquid mixture that reacts at liquid hourly space velocities
(LHSV in volume of fresh feed, as liquid/volume of bed, hr) in the