
Page 292 - Petroleum and Gas Field Processing
P. 292
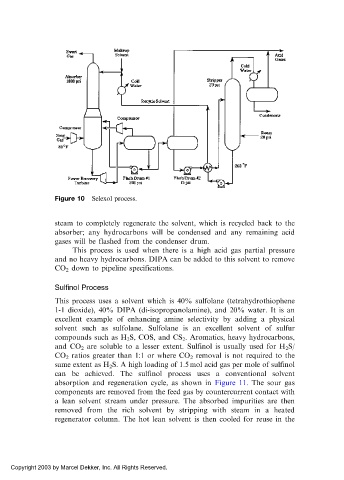
Figure 10 Selexol process.
steam to completely regenerate the solvent, which is recycled back to the
absorber; any hydrocarbons will be condensed and any remaining acid
gases will be flashed from the condenser drum.
This process is used when there is a high acid gas partial pressure
and no heavy hydrocarbons. DIPA can be added to this solvent to remove
CO 2 down to pipeline specifications.
Sulfinol Process
This process uses a solvent which is 40% sulfolane (tetrahydrothiophene
1-1 dioxide), 40% DIPA (di-isopropanolamine), and 20% water. It is an
excellent example of enhancing amine selectivity by adding a physical
solvent such as sulfolane. Sulfolane is an excellent solvent of sulfur
compounds such as H 2 S, COS, and CS 2 . Aromatics, heavy hydrocarbons,
and CO 2 are soluble to a lesser extent. Sulfinol is usually used for H 2 S/
CO 2 ratios greater than 1:1 or where CO 2 removal is not required to the
same extent as H 2 S. A high loading of 1.5 mol acid gas per mole of sulfinol
can be achieved. The sulfinol process uses a conventional solvent
absorption and regeneration cycle, as shown in Figure 11. The sour gas
components are removed from the feed gas by countercurrent contact with
a lean solvent stream under pressure. The absorbed impurities are then
removed from the rich solvent by stripping with steam in a heated
regenerator column. The hot lean solvent is then cooled for reuse in the
Copyright 2003 by Marcel Dekker, Inc. All Rights Reserved.