
Page 315 - Plastics Engineering
P. 315
298 Processing of Plastics
injection equipment prevent the full large-part capabilities of structural foam
from being realised. Specialised foam moulding machines currently in use can
produce parts weighing in excess of 50 kg (see Fig. 4.43(b)).
Wall sections in foam moulding are thicker than in solid material. Longer
cycle times can therefore be expected due to both the wall thickness and the
low thermal conductivity of the cellular material. In contrast, however, the
injection pressures in foam moulding are low when compared with conventional
injection moulding. This means that less clamping force is needed per unit area
of moulding and mould costs are less because lower strength mould materials
may be used.
4.3.5 Sandwich Moulding
This is an injection moulding method which permits material costs to be
reduced in large mouldings. In most mouldings it is the outer surface of an
article which is important in terms of performance in service. If an article has
to be thick in order that it will have adequate flexural stiffness then the material
within the core of the article is wasted because its only function is to keep the
outer surfaces apart. The philosophy of sandwich moulding is that two different
materials (or two forms of the same material) should be used for the core and
skin. That is, an expensive high performance material is used for the skin and
a low-cost commodity or recycled plastic is used for the core. The way that
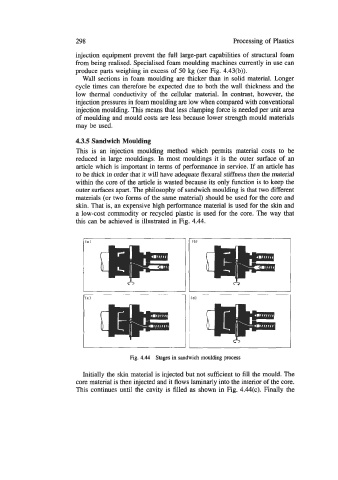
this can be achieved is illustrated in Fig. 4.44.
I IQI
I c.,
I II I
Fig. 4.44 Stages in sandwich moulding process
Initially the skin material is injected but not sufficient to fill the mould. The
core material is then injected and it flows laminarly into the interior of the core.
This continues until the cavity is filled as shown in Fig. 4.44(c). Finally the