
Page 507 - Sensors and Control Systems in Manufacturing
P. 507
460
Ni ne
Cha p te r
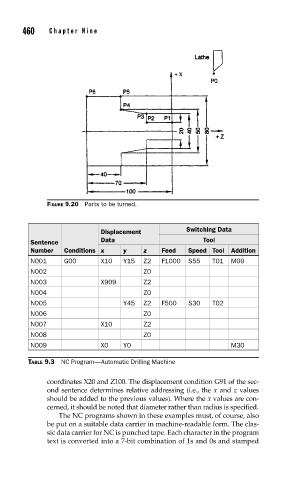
FIGURE 9.20 Parts to be turned.
Switching Data
Displacement
Sentence Data Tool
Number Conditions x y z Feed Speed Tool Addition
N001 G00 X10 Y15 Z2 F1000 S55 T01 M09
N002 Z0
N003 X909 Z2
N004 Z0
N005 Y45 Z2 F500 S30 T02
N006 Z0
N007 X10 Z2
N008 Z0
N009 X0 Y0 M30
TABLE 9.3 NC Program—Automatic Drilling Machine
coordinates X20 and Z100. The displacement condition G91 of the sec-
ond sentence determines relative addressing (i.e., the x and z values
should be added to the previous values). Where the x values are con-
cerned, it should be noted that diameter rather than radius is specified.
The NC programs shown in these examples must, of course, also
be put on a suitable data carrier in machine-readable form. The clas-
sic data carrier for NC is punched tape. Each character in the program
text is converted into a 7-bit combination of 1s and 0s and stamped