
Page 510 - Sensors and Control Systems in Manufacturing
P. 510
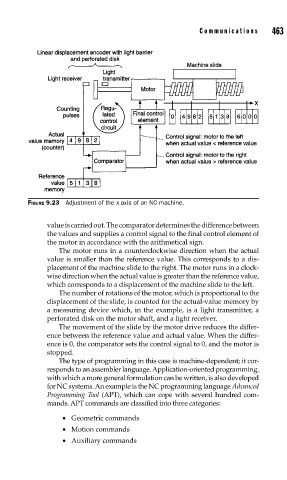
FIGURE 9.23 Adjustment of the x axis of an NC machine. Communications 463
value is carried out. The comparator determines the difference between
the values and supplies a control signal to the final control element of
the motor in accordance with the arithmetical sign.
The motor runs in a counterclockwise direction when the actual
value is smaller than the reference value. This corresponds to a dis-
placement of the machine slide to the right. The motor runs in a clock-
wise direction when the actual value is greater than the reference value,
which corresponds to a displacement of the machine slide to the left.
The number of rotations of the motor, which is proportional to the
displacement of the slide, is counted for the actual-value memory by
a measuring device which, in the example, is a light transmitter, a
perforated disk on the motor shaft, and a light receiver.
The movement of the slide by the motor drive reduces the differ-
ence between the reference value and actual value. When the differ-
ence is 0, the comparator sets the control signal to 0, and the motor is
stopped.
The type of programming in this case is machine-dependent; it cor-
responds to an assembler language. Application-oriented programming,
with which a more general formulation can be written, is also developed
for NC systems. An example is the NC programming language Advanced
Programming Tool (APT), which can cope with several hundred com-
mands. APT commands are classified into three categories:
• Geometric commands
• Motion commands
• Auxiliary commands