
Page 56 - Materials Chemistry, Second Edition
P. 56
Ch002-P373623.qxd 3/22/07 5:27 PM Page 37
TABLE 2.11 Cleaner Production 37
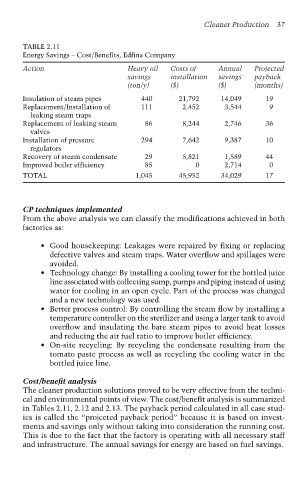
Energy Savings – Cost/Benefits, Edfina Company
Action Heavy oil Costs of Annual Projected
savings installation savings payback
(ton/y) ($) ($) (months)
Insulation of steam pipes 440 21,792 14,049 19
Replacement/Installation of 111 2,452 3,544 9
leaking steam traps
Replacement of leaking steam 86 8,244 2,746 36
valves
Installation of pressure 294 7,642 9,387 10
regulators
Recovery of steam condensate 29 5,821 1,589 44
Improved boiler efficiency 85 0 2,714 0
TOTAL 1,045 45,952 34,029 17
CP techniques implemented
From the above analysis we can classify the modifications achieved in both
factories as:
• Good housekeeping: Leakages were repaired by fixing or replacing
defective valves and steam traps. Water overflow and spillages were
avoided.
• Technology change: By installing a cooling tower for the bottled juice
line associated with collecting sump, pumps and piping instead of using
water for cooling in an open cycle. Part of the process was changed
and a new technology was used.
• Better process control: By controlling the steam flow by installing a
temperature controller on the sterilizer and using a larger tank to avoid
overflow and insulating the bare steam pipes to avoid heat losses
and reducing the air fuel ratio to improve boiler efficiency.
• On-site recycling: By recycling the condensate resulting from the
tomato paste process as well as recycling the cooling water in the
bottled juice line.
Cost/benefit analysis
The cleaner production solutions proved to be very effective from the techni-
cal and environmental points of view. The cost/benefit analysis is summarized
in Tables 2.11, 2.12 and 2.13. The payback period calculated in all case stud-
ies is called the “projected payback period” because it is based on invest-
ments and savings only without taking into consideration the running cost.
This is due to the fact that the factory is operating with all necessary staff
and infrastructure. The annual savings for energy are based on fuel savings.