
Page 154 - Gas Purification 5E
P. 154
142 Gas PiiriJcation
used to determine the condenser duty. The temperature and composition of the regenerator
overhead stream just upstream of the condenser is then calculated by an enthalpy balance
around the condenser.
Before starting these calculations, it is necessary to set the amine regenerator pressure pro-
file. First the regenerator reflux drum pressure, PA, is set. This pressure is usually determined
by the pressure required to deliver the acid gas to a sulfur plant andor the pressure required
to provide the desired amine regenerator bottom temperature. The minimum regenerator
reflux drum pressure is usually about 5 psig, with an upper pressure limit of about 15 or 20
psig depending on the amine and the maximum allowed operating temperature for that
amine. See Chapter 3 for recommended maximum operating temperatures for various
amines. For design purposes, a pressure allowance of 5 psi is reasonable for the pressure
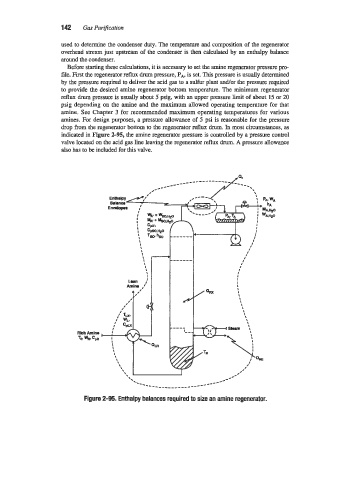
drop from the regenerator bottom to the regenerator reflux drum. In most circumstances, as
indicated in Figure 2-95, the amine regenerator pressure is controlled by a pressure control
valve located on the acid gas line leaving the regenerator reflux drum. A pressure allowance
also has to be included for this \7alve.
I
Rkh Amino
TR. wR, ‘pR
,
,
c
__________--------
Figure 2-95. Enthalpy balances required to size an amine regenerator.